High-power multiphase pumps
Changing the world of oil production through multiphase pumping
Spotlight on Sulzer multiphase pumps
MPPs allow for the transport of high capacities of gas and liquid mixtures over longer distances without the need for prior phase separation. Thanks to these pumps we enable continuous production from oil fields and extend also the lives of these pumps whilst reducing development costs. Below we explain how the Dunbar oil platform in the UK demonstrates how these benefits have been realized in the field.
Our multiphase pumps in practice: the Dunbar field
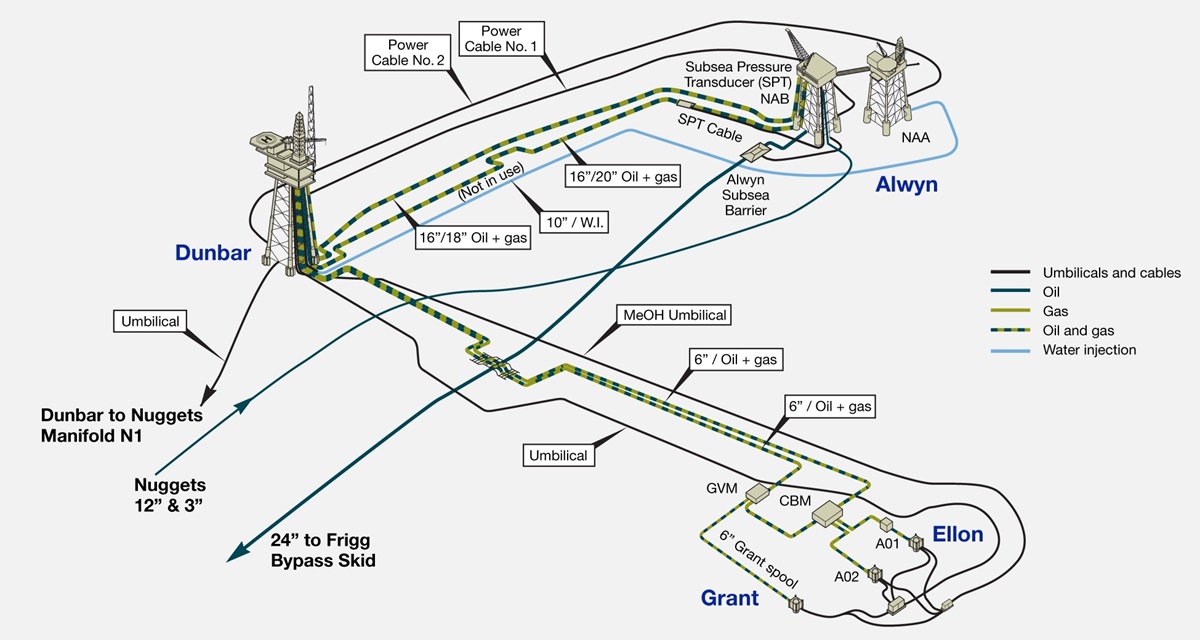
Our multi-phase pumps have been in operation for almost 20 years at the Dunbar field (see figure 1), a wellhead platform operated by the TOTAL Company in the UK sector of the North Sea. Dunbar is a satellite of the Alwyn North Platform.
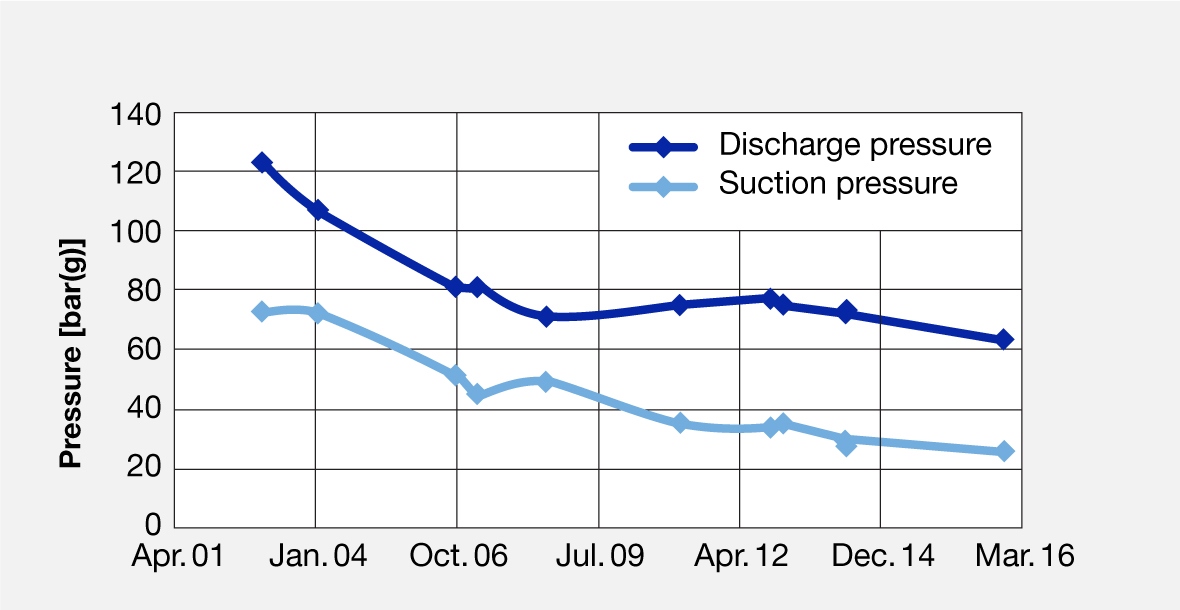
(fig. 2)
Since the introduction of our multiphase pumps at the Dunbar field, oil production has been able to continue in the face of declining well-head pressure.
Why multiphase pumps?
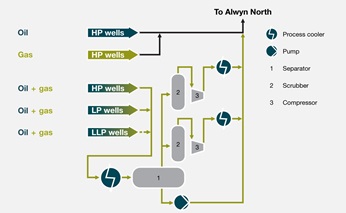
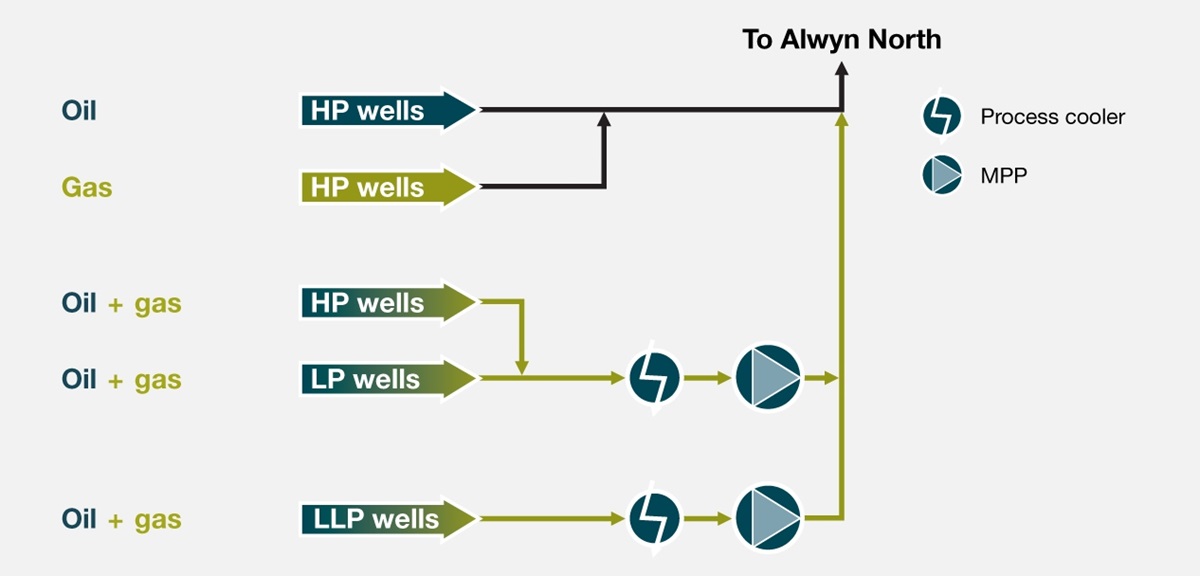
TOTAL considered two system options for the Dunbar field. One was with a conventional system (Fig. 3) which operated at low pressure and where liquids were pumped and the gas was compressed upstream of the multiphase pipeline. The other was an innovative system (Fig. 4) that used MPP to combine several wells and boost the low-pressure wells directly into the multiphase pipeline.
TOTAL selected the Sulzer MPP solution over a separator-based solution because:
- There were no major modifications required to the existing process facilities;
- They provided a more cost effective solution;
- Weight and space restrictions on the Dunbar platform favored the design of the MPP cantilevered module extension. This module was over 30% lighter than a conventional system and installing the pumps vertically minimized the space requirements;
- Operational flexibility was provided by implementing a well segregation scheme.

Pump installation
The two pump set packages were incorporated into a module at the fabrication yard. The module of 12m x 7.5m x 19m (LxWxH) dimension and 650 tons weight (Fig. 5). was hooked up to the Platform in the summer of 1999 and the pumps commissioned in November of the same year.
Being smart on segregation
A well segregation scheme provides operational flexibility. This scheme of three independent production headers — high pressure (HP), low pressure (LP), and low low pressure (LLP) — makes maximum use of the natural energy of the wells. This minimizes the electrical power requirements. HP wells bypass the pumps. LP and LLP wells are being each routed to one of the two MPP to maximize production.
Plug & play
Considering the unsteady nature of two phase flow pumping, Sulzer has been focusing on developing suitable control systems that:
- Make the life of the operator easier
- Allow for automatic operation of the pump
- Increase the Mean Time Between Failure (MTBF) of the pump and optimize the production
The automatic operation of the Dunbar MPP includes a suction pressure / torque control system, whereby the speed can be automatically adjusted to reach a given suction pressure set point set by the operator. This allows for the dampening of the liquid slugs, which minimizes the vibrations of the pump and optimizes production.
Strong partnerships
The Sulzer R&D center located in Winterthur, Switzerland dedicates a lot of efforts developing new solutions for multiphase pump including a new design of a balance drum and a patented damping device in the middle of the shaft. Fluid collaboration between TOTAL and Sulzer enabled this research to be successfully applied to the Dunbar MPPs in 2013. The improvement on the pump design helped overcome instabilities resulting from reduced wellhead pressures and allowed the pump to adapt to the continued evolution of the oil field. Together TOTAL and Sulzer are confident that the flexibility of the MPPs will help optimize late-life production from the Dunbar reservoir and maintain operations of wellhead pressures of 20 bar(g) and below, without the need for significant investment.
