L'aérateur agitateur submersible OKI est une unité de mélange pour applications difficiles peu sensible au colmatage, pouvant fonctionner aussi bien comme aérateur que comme agitateur pour le traitement des eaux usées et de l'eau dans les usines municipales et industrielles. Il est utilisé pour la stabilisation des boues dans les processus SBR, MBR et MBBR.
Système grutable et autoporteur, rendant le changement de configuration de l'installation aisé—, sans besoin de vider le bassin
Adapté à toutes les profondeurs de bassins ordinaires, tout particulièrement pour les bassins profonds ne nécessitant plus de refroidissement à air
Fonctionnement peu sensible au colmatage
Adapté pour des process de fonctionnement continu et intermittent
Peut être utilisé comme un aérateur et/ou un agitateur selon les exigences du processus
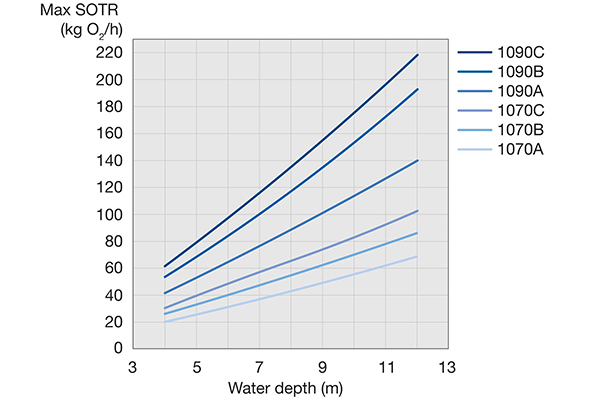
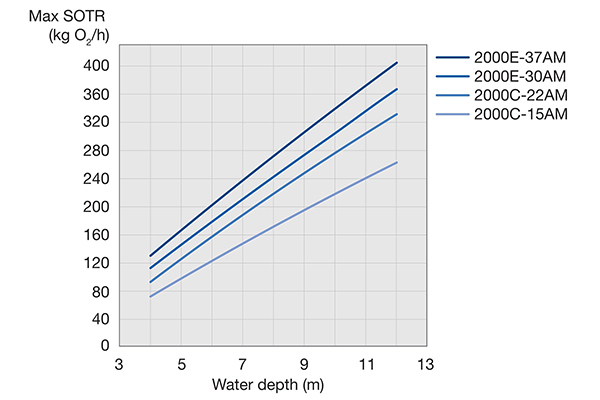
Taux de transfert d'oxygène standard élevé (SOTR) et valeurs de rendement d'oxygénation (SAE)
Principales applications
Bassins de boues activées et réacteurs séquentiels discontinus (SBR), bioréacteurs à membranes (MBR), et bioréacteurs à lit mobile (MBBR), procurant une aération et une agitation commune pour la dégradation de la biomasse
Bassins d'agitation et d'égalisation favorisant une charge uniforme des eaux usées et éliminant les odeurs
Le stockage et la stabilisation des boues favorisent le contrôle des odeurs et l'oxydation des boues
Partout où les fluides sont pompés, mélangés ou contrôlés, nous sommes présents.
Découvrez nos solutions à forte valeur ajoutée qui rendront vos processus de pompage et d’agitation plus efficaces et plus rentables, tout en préservant votre production et en garantissant une fiabilité durable.
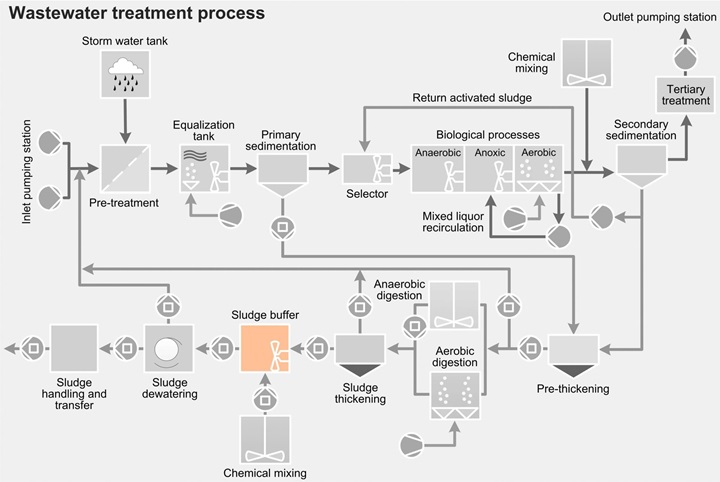
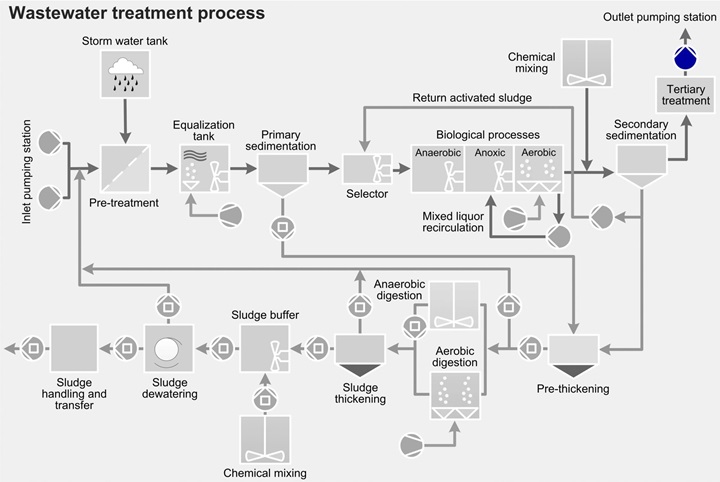
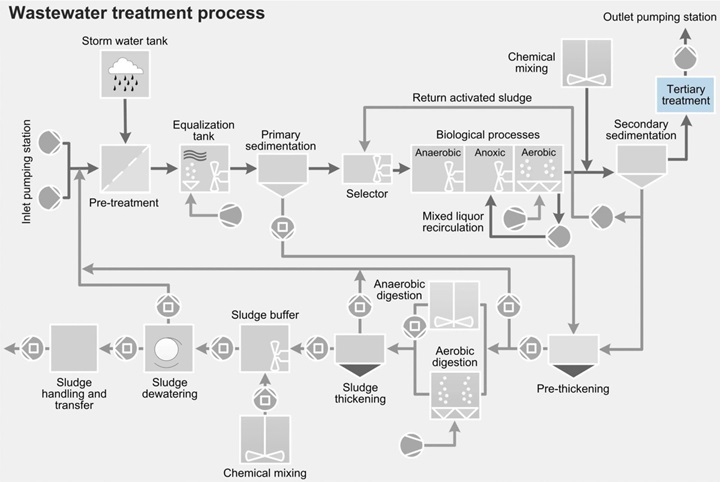
Le bassin tampon peut être utilisé à diverses fins. L'application la plus courante est le mélange et l'homogénéisation de boues principales, secondaires ou digérées à forte concentration. La solution utilisée pour mélanger les boues elles-mêmes, ou pour mélanger les boues avec les produits chimiques d'épaississement dosés, dépend de la conception et du volume du bassin tampon. Les agitateurs submersibles de type ABS XRW et RW, ainsi que l'agitateur de type Scaba, peuvent être utilisés pour assurer un mélange hautement efficace. Les pompes de transfert volumétrique à vis excentrée et les broyeurs Muffin Monster™ sont utilisés pour la réduction des solides et le transfert des boues, de l'alimentation des boues au processus de déshydratation des boues.
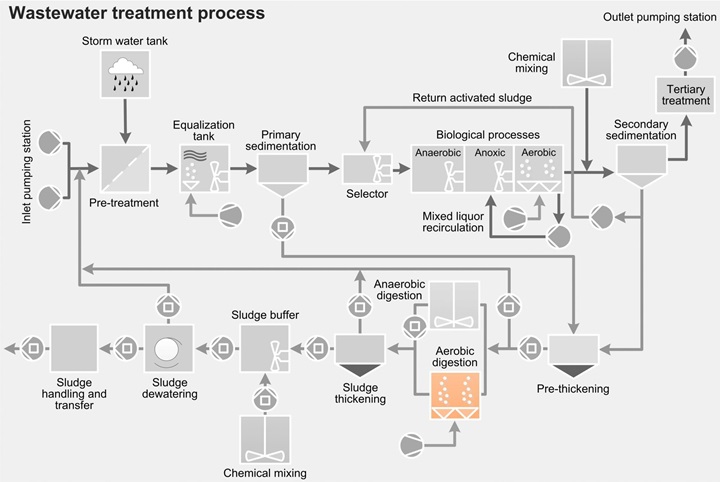
Lors de la digestion aérobie, les microorganismes continuent à décomposer la matière organique. Ces microorganismes ont besoin d'oxygène pour pouvoir fonctionner. Un certain niveau de mélange est de plus requis pour maintenir l'efficacité et la fiabilité du processus. Le résultat est un volume de boue réduit et la prévention des mauvaises odeurs. Sulzer dispose de produits hautement adaptés pour prendre en charge le processus dans le réservoir du digesteur aérobie.
La digestion anaérobie nécessite une égalisation de la température et une homogénéisation appropriée de la biomasse pour obtenir une production de gaz élevée et éviter la sédimentation des matières organiques. Les croûtes de surface doivent être cassées et la prévention de la mousse doit être gérée en cas de tendance à la formation de mousse. Sulzer peut fournir des agitateurs Scaba efficaces et fiables pour les digesteurs à hélices à haut rendement. Les broyeurs Muffin Monster™ en amont des digesteurs anaérobies conditionnent les boues avant la digestion, améliorant l’homogénéisation de la biomasse et protégeant l’équipement en aval.
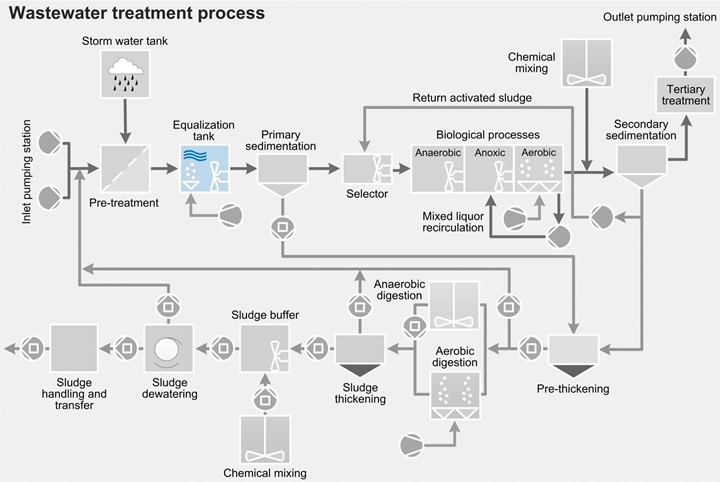
La tâche de mélange dans le processus d'égalisation vise à mélanger les eaux usées afin d'empêcher la sédimentation, la stratification et la production d'odeurs. Il peut également être nécessaire de mélanger et d'homogénéiser le ruissellement d'eaux usées qui provient de différentes sources. Du fait que le niveau d'eau dans les réservoirs d'égalisation varie considérablement et qu'il peut parfois être très bas, les agitateurs sont soumis à de fortes demandes.
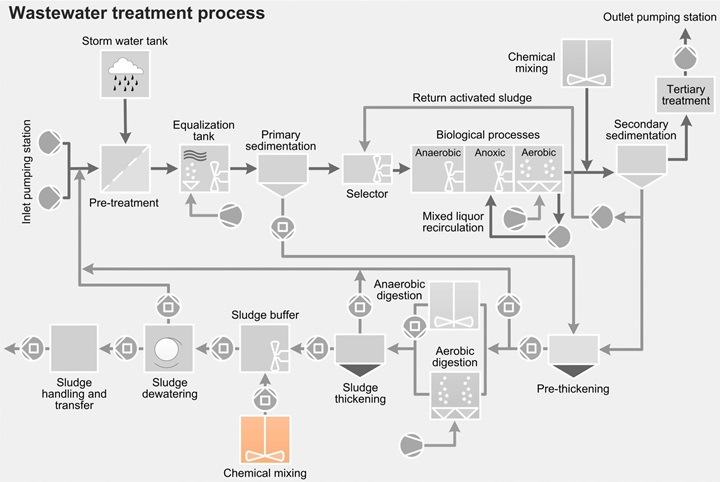
Il est parfois nécessaire de mélanger des produits chimiques dans les boues activées avant qu'elles n'entrent dans le réservoir de sédimentation secondaire. Par exemple, des produits chimiques peuvent être utilisés pour effectuer l'élimination des éléments phosphoreux dans l'effluent issu du procédé biologique. De nombreuses stations utilisent des produits chimiques pour améliorer l'épaississement des boues juste avant le réservoir tampon de boues.
Des produits chimiques doivent parfois être mélangés dans les boues activées avant qu'elles n'entrent dans le réservoir de sédimentation secondaire. À partir de ce moment, il est important d'atteindre une répartition homogène des produits chimiques. Des produits chimiques peuvent être ajoutés pour effectuer l'élimination chimique des éléments phosphoreux dans l'effluent issu du procédé biologique. Dans d'autres circonstances, des produits chimiques tels que des polyélectrolytes cationiques avec une masse moléculaire élevée peuvent être ajoutés pour améliorer la qualité et la capacité de décantation des flocs formés dans le processus de boues activées.
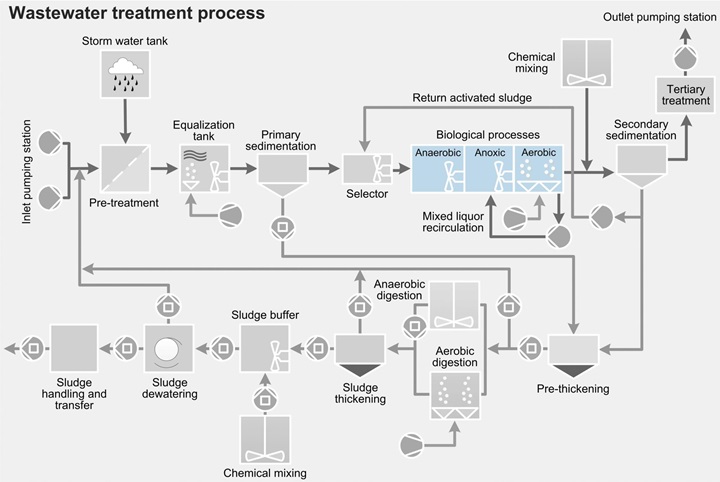
L'objectif du procédé biologique est d'éliminer les substances organiques biodégradables via le métabolisme de microorganismes et des processus biochimiques associés.
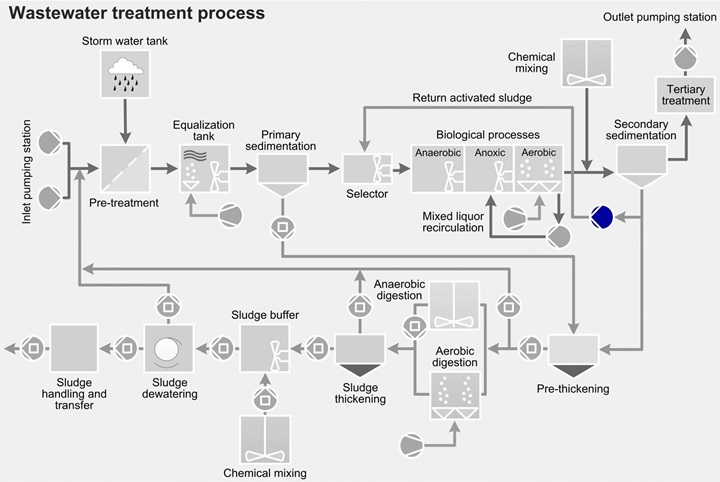
Lorsque la dénitrification est suivie d'une étape de nitrification à séparation physique, les nitrates formés pendant la nitrification doivent être recyclés. Les nitrates sont repompés dans l'étape de dénitrification, où le processus anoxique décompose les molécules de nitrate en azote et oxygène. Cela permet de libérer l'azote dans l'air. Cette application est efficacement assurée par les pompes de recirculation submersibles type ABS XRCP et RCP, par la pompe en tube à roue semi-axiale type ABS AFLX et par la pompe submersible en tube type ABS VUPX.
Des stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée.
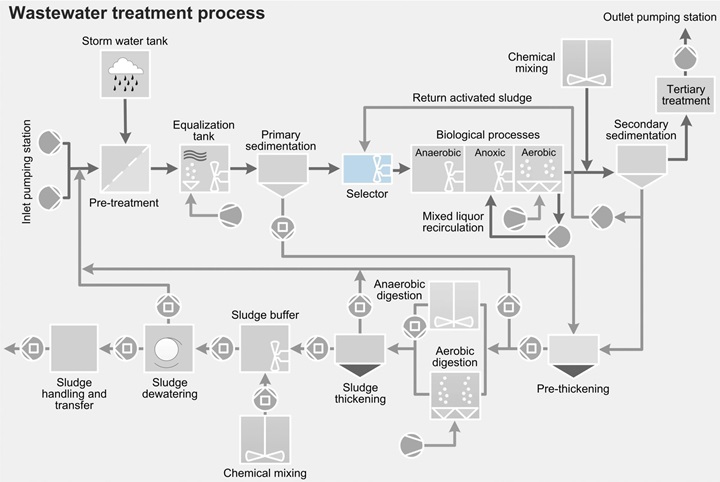
Le rôle du réservoir sélecteur est de contrôler et de limiter la prolifération de bactéries filamenteuses, puis d'optimiser la capacité de sédimentation des boues. Sulzer propose un grand nombre de solutions pour créer des conditions optimales dans le sélecteur.
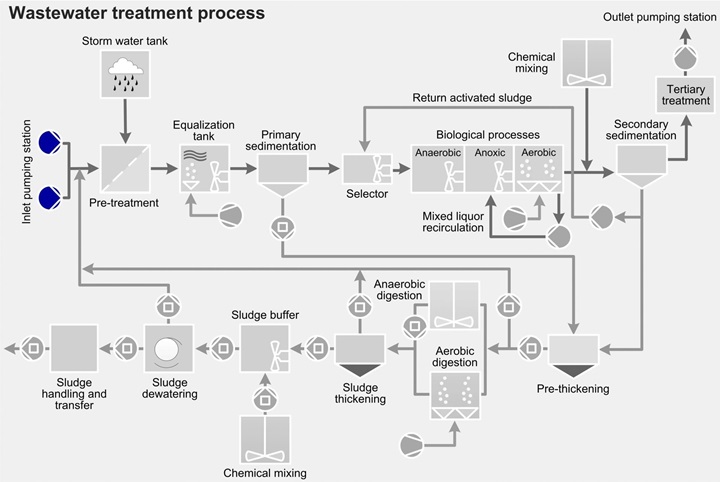
Les stations de pompage d'entrée sont assez similaires aux grandes stations de pompage terminales. En fonction de la profondeur du système d'égouts entrant, les hauteurs de relevage peuvent aller de 2 à 30 mètres environ. Pour prévenir les charges de choc hydraulique, qui ont un impact négatif sur le processus biologique, les stations utilisent souvent des variateurs de vitesse et/ou plusieurs pompes en parallèle.
Des stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée.
Des stations de pompage de sortie peuvent également être nécessaires pour compenser les pertes de friction en hausse dans la canalisation sortante à hauts débits, par exemple dans les longues canalisations d'émissaires marins.
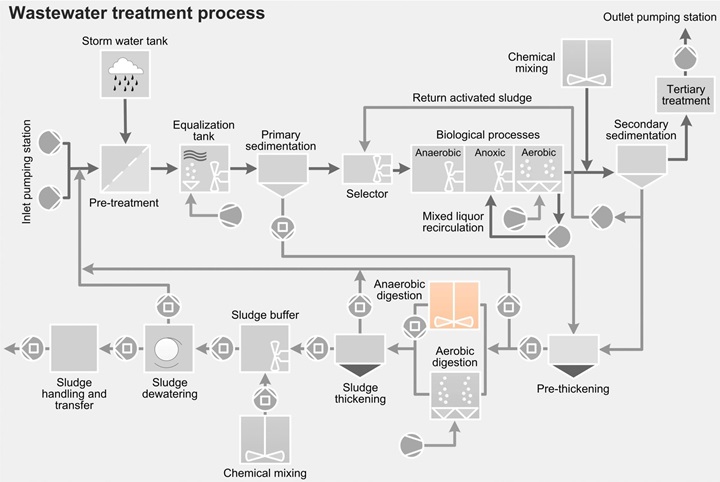
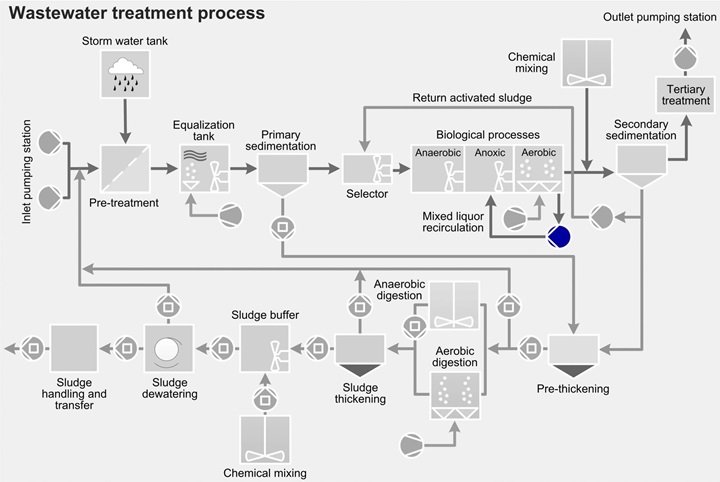
Sulzer a une connaissance approfondie du traitement des eaux usées et nous vous proposons, par le biais de notre grande gamme de produits, des solutions fiables à haut rendement énergétique pour vos procédés de collecte des eaux, neutralisation, floculation, sédimentation, refroidissement, aération, stockage des boues, digestion et assèchement.
Les pompes, mélangeurs, broyeurs et agitateurs Sulzer sont utilisés pour conditionner, transférer, mélanger et traiter les boues. Notre gamme de pompes volumétriques à vis excentrée garantit un débit constant approprié avec une capacité d'aspiration permettant de traiter tous les types de boues non-newtoniennes et de processus de boues épaissies, généralement demandés au sein de la station de traitement des eaux usées. Les fonctionnalités de maintien en place garantissent un minimum d’arrêts du processus en raison de la modification des composants d’usure. Les broyeurs Muffin Monster™ protègent l’équipement en aval. Les boues conditionnées par les broyeurs ne boucheront pas les soupapes, les échangeurs thermiques, les digesteurs, les centrifugeuses et autres équipements sur la conduite de boues.
Les eaux usées traitées peuvent occasionnellement nécessiter un traitement plus approfondi. Les règles locales relatives au refoulement peuvent imposer des limites strictes qui ne peuvent pas être respectées même par le processus le plus efficace, ou une plus grande qualité d'effluent peut être exigée pour sa réutilisation. Lorsqu'un traitement tertiaire est nécessaire, divers niveaux de filtration peuvent être appliqués, notamment la filtration très fine. Toutefois, une étape finale de mélange et d'aération est souvent suffisante pour atteindre l'objectif. Lorsque c'est le cas, les agitateurs submersibles type ABS XRW et RW de Sulzer, ainsi que l'aérateur submersible type ABS TA-TAK et le système de diffuseur à disque type ABS PIK, DS et Sucoflow peuvent être utilisés.
En quoi pouvons-nous vous aider ?
Appelez nos experts ou écrivez-leur pour trouver la meilleure solution pour vous.