- Une expérience éprouvée dans tous les secteurs industriels
- Excellente performance
- Excède les exigences de la norme internationale ISO 5199
- Adaptée aux applications industrielles les plus exigeantes
- Des caractéristiques de conception uniques, brevetées et supérieures réduisant le coût global de possession
- Une installation rapide et simple, un fonctionnement sans risque, un entretien et une maintenance aisés
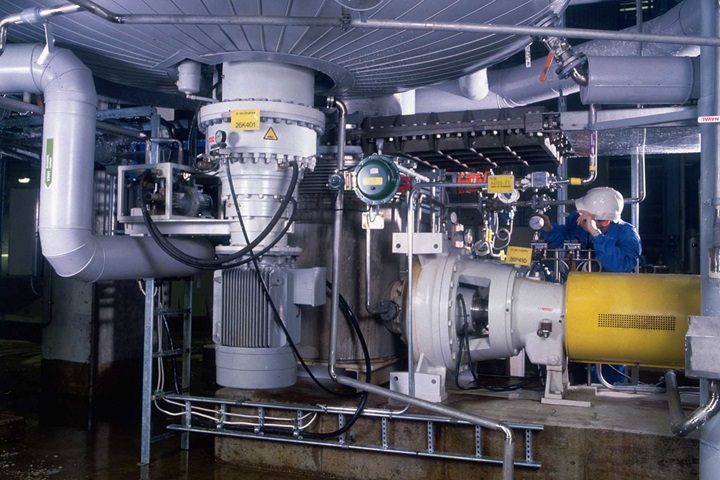
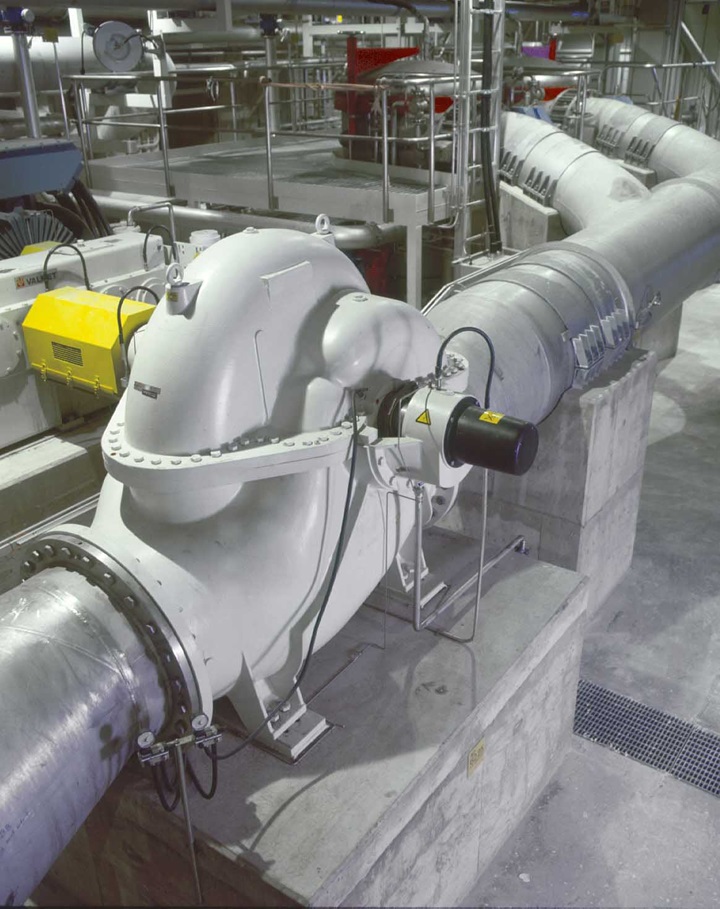
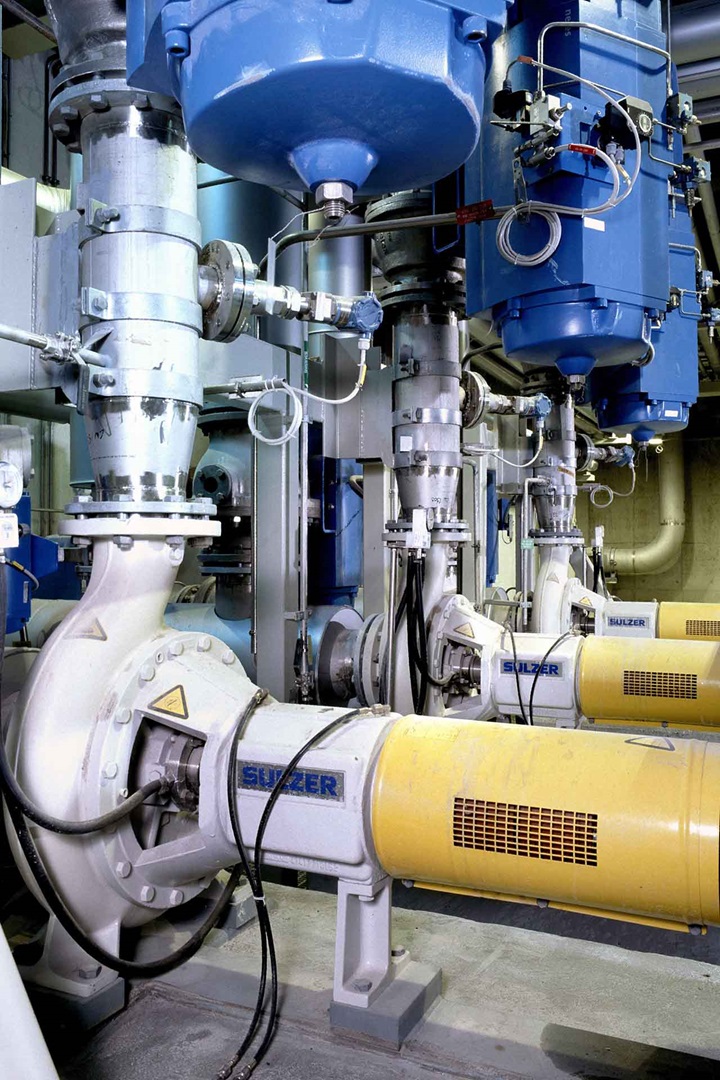
Gamme de pompes process AHLSTAR EPP/T
Sélection pour les besoins de pompage de liquides chauds
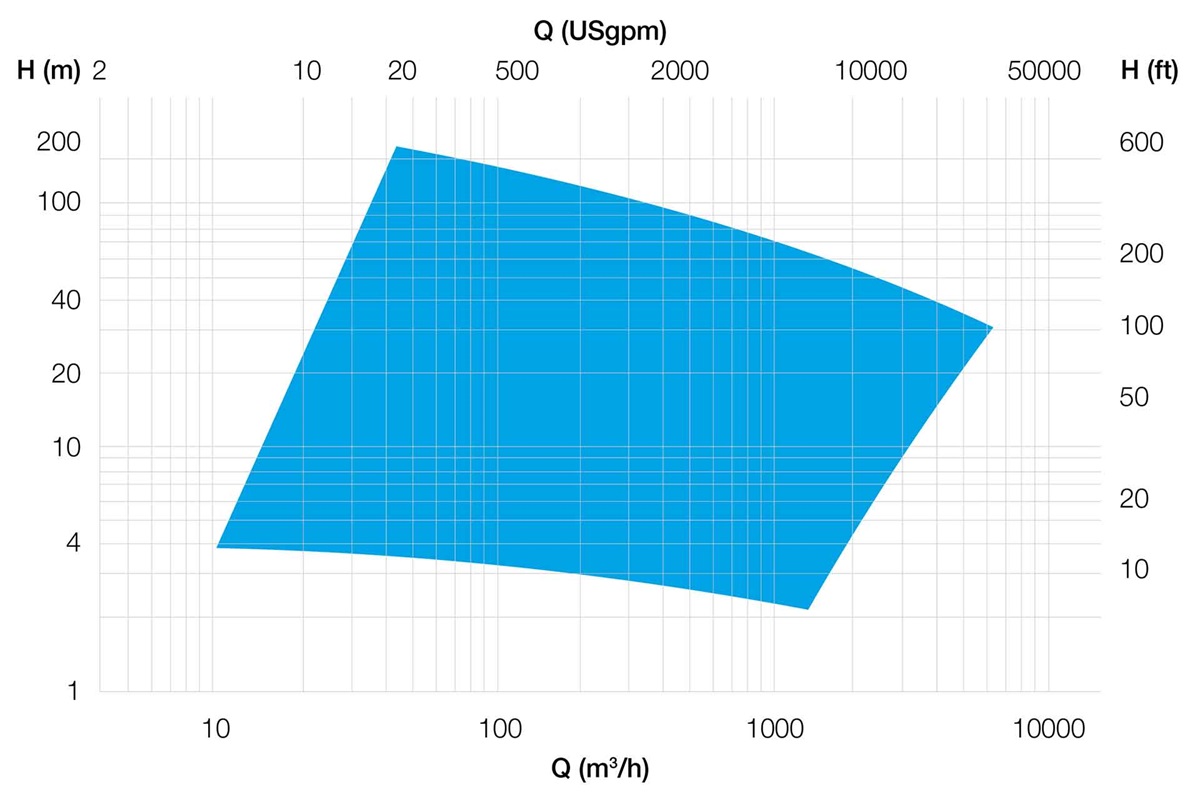
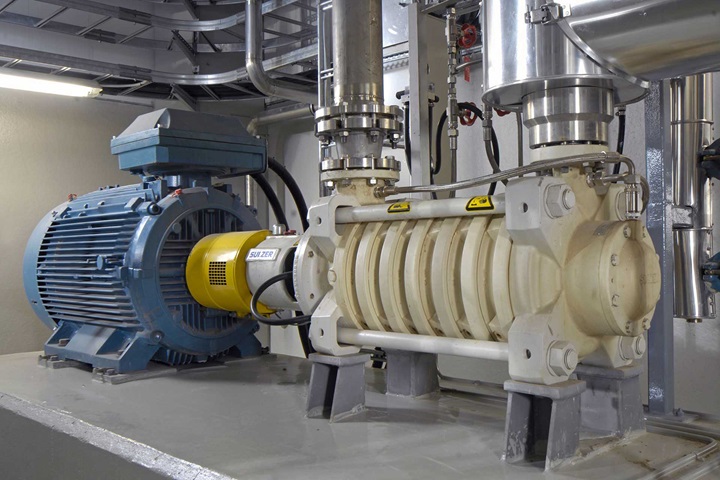
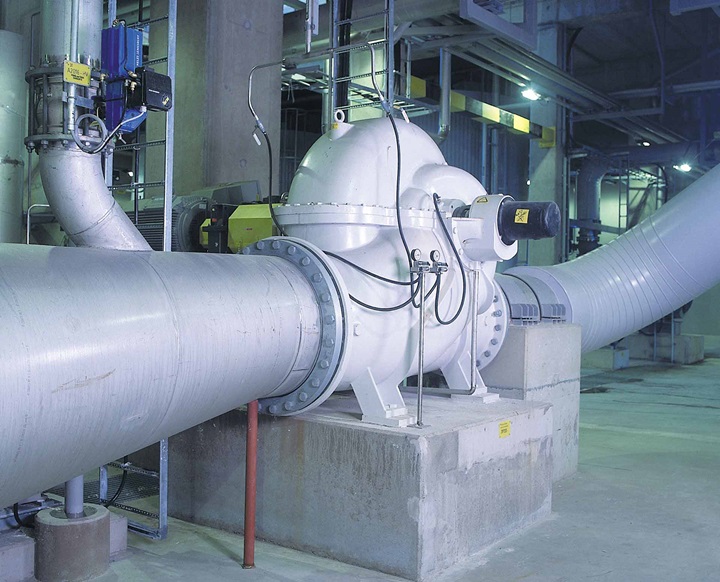
Les pompes horizontales AHLSTAR EPP/T, centrifuges mono-étagées, supportées à l’axe, sont conçues pour résister aux températures élevées, en particulier dans les applications industrielles de pompage de liquides chauds.
- Liquides propres et légèrement chargés
- Liquides visqueux
- Boues fibreuses


Principales caractéristiques de conception
- Hydrauliques polyvalentes, fiables et à haut rendement, différents matériaux disponibles
- Des étanchéités d'arbre innovantes pour un fonctionnement fiable et une réduction des coûts
- Bloc-paliers fiable, simplifié et robuste avec plusieurs possibilités de lubrification
- Le supportage à l’axe évite les distorsions et les désalignements causés par les températures et les pressions élevées
- Conception modulaire pour minimiser les coûts d'inventaire des pièces de rechange
Principales caractéristiques
| Débits | Débit jusqu'à 6 100 m3/h / 26 860 gallons US/min |
| Hauteurs | Hauteur jusqu'à 160 m / 525 pieds |
| Pressions | Pression jusqu'à 25 bar / 360 psi, en fonction du matériau et de la taille |
| Températures | Température jusqu'à 210 °C / 410 °F |
| Tailles des brides de refoulement | Tailles des brides de refoulement de 65 mm / 2,5 pouces à 500 mm / 20 pouces |
| Vitesse de rotation maximale | Vitesse de rotation jusqu'à 3 600 tr/min |
Documents
Brochures
Études de cas
Études de cas et articles
-
 Études de cas (EN)Partout où les fluides sont pompés, mélangés ou contrôlés, nous sommes présents. Découvrez nos solutions à forte valeur ajoutée qui rendront vos processus de pompage et d’agitation plus efficaces et plus rentables, tout en préservant votre production et en garantissant une fiabilité durable.
Études de cas (EN)Partout où les fluides sont pompés, mélangés ou contrôlés, nous sommes présents. Découvrez nos solutions à forte valeur ajoutée qui rendront vos processus de pompage et d’agitation plus efficaces et plus rentables, tout en préservant votre production et en garantissant une fiabilité durable.
Applications
-
 Approvisionnement en eauRelever les défis d'aujourd'hui et les exigences strictes liés aux procédés de captage, décantation, traitement des boues, épuration des fines et distribution de l'eau.
Approvisionnement en eauRelever les défis d'aujourd'hui et les exigences strictes liés aux procédés de captage, décantation, traitement des boues, épuration des fines et distribution de l'eau. -
 Bassin tamponLe bassin tampon peut être utilisé à diverses fins. L'application la plus courante est le mélange et l'homogénéisation de boues principales, secondaires ou digérées à forte concentration. La solution utilisée pour mélanger les boues elles-mêmes, ou pour mélanger les boues avec les produits chimiques d'épaississement dosés, dépend de la conception et du volume du bassin tampon. Les agitateurs submersibles de type ABS XRW et RW, ainsi que l'agitateur de type Scaba, peuvent être utilisés pour assurer un mélange hautement efficace. Les pompes de transfert volumétrique à vis excentrée et les broyeurs Muffin Monster™ sont utilisés pour la réduction des solides et le transfert des boues, de l'alimentation des boues au processus de déshydratation des boues.
Bassin tamponLe bassin tampon peut être utilisé à diverses fins. L'application la plus courante est le mélange et l'homogénéisation de boues principales, secondaires ou digérées à forte concentration. La solution utilisée pour mélanger les boues elles-mêmes, ou pour mélanger les boues avec les produits chimiques d'épaississement dosés, dépend de la conception et du volume du bassin tampon. Les agitateurs submersibles de type ABS XRW et RW, ainsi que l'agitateur de type Scaba, peuvent être utilisés pour assurer un mélange hautement efficace. Les pompes de transfert volumétrique à vis excentrée et les broyeurs Muffin Monster™ sont utilisés pour la réduction des solides et le transfert des boues, de l'alimentation des boues au processus de déshydratation des boues. -
 Centrales électriquesGamme étendue de produits Sulzer pour optimiser les performances et la fiabilité de votre centrale électrique biomasse à combustible organique solide, centrale électrique biomasse à combustible industriel solide ou à combustible de déchets urbains, et processus de centrale électrique biomasse à combustible organique gazeux ou liquide.
Centrales électriquesGamme étendue de produits Sulzer pour optimiser les performances et la fiabilité de votre centrale électrique biomasse à combustible organique solide, centrale électrique biomasse à combustible industriel solide ou à combustible de déchets urbains, et processus de centrale électrique biomasse à combustible organique gazeux ou liquide. -
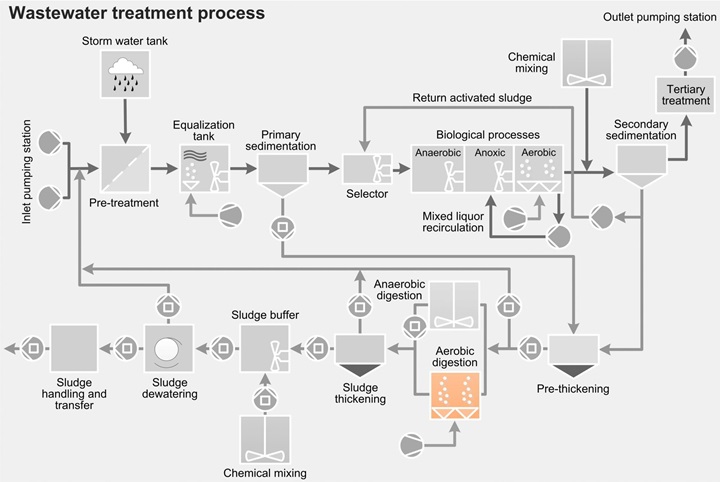 Digestion aérobieLors de la digestion aérobie, les microorganismes continuent à décomposer la matière organique. Ces microorganismes ont besoin d'oxygène pour pouvoir fonctionner. Un certain niveau de mélange est de plus requis pour maintenir l'efficacité et la fiabilité du processus. Le résultat est un volume de boue réduit et la prévention des mauvaises odeurs. Sulzer dispose de produits hautement adaptés pour prendre en charge le processus dans le réservoir du digesteur aérobie.
Digestion aérobieLors de la digestion aérobie, les microorganismes continuent à décomposer la matière organique. Ces microorganismes ont besoin d'oxygène pour pouvoir fonctionner. Un certain niveau de mélange est de plus requis pour maintenir l'efficacité et la fiabilité du processus. Le résultat est un volume de boue réduit et la prévention des mauvaises odeurs. Sulzer dispose de produits hautement adaptés pour prendre en charge le processus dans le réservoir du digesteur aérobie. -
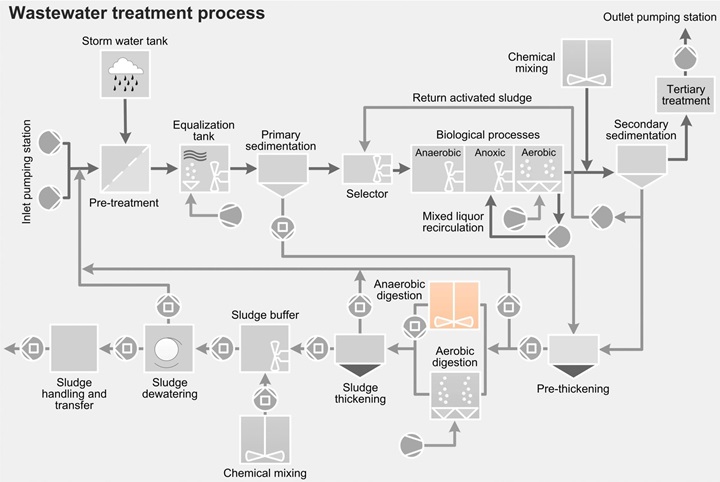 Digestion anaérobieLa digestion anaérobie nécessite une égalisation de la température et une homogénéisation appropriée de la biomasse pour obtenir une production de gaz élevée et éviter la sédimentation des matières organiques. Les croûtes de surface doivent être cassées et la prévention de la mousse doit être gérée en cas de tendance à la formation de mousse. Sulzer peut fournir des agitateurs Scaba efficaces et fiables pour les digesteurs à hélices à haut rendement. Les broyeurs Muffin Monster™ en amont des digesteurs anaérobies conditionnent les boues avant la digestion, améliorant l’homogénéisation de la biomasse et protégeant l’équipement en aval.
Digestion anaérobieLa digestion anaérobie nécessite une égalisation de la température et une homogénéisation appropriée de la biomasse pour obtenir une production de gaz élevée et éviter la sédimentation des matières organiques. Les croûtes de surface doivent être cassées et la prévention de la mousse doit être gérée en cas de tendance à la formation de mousse. Sulzer peut fournir des agitateurs Scaba efficaces et fiables pour les digesteurs à hélices à haut rendement. Les broyeurs Muffin Monster™ en amont des digesteurs anaérobies conditionnent les boues avant la digestion, améliorant l’homogénéisation de la biomasse et protégeant l’équipement en aval. -
 Eaux usées commerciales sans déchets de toilettesLes eaux usées commerciales sans déchets de toilettes incluent le drainage et les eaux usées grises.
Eaux usées commerciales sans déchets de toilettesLes eaux usées commerciales sans déchets de toilettes incluent le drainage et les eaux usées grises. -
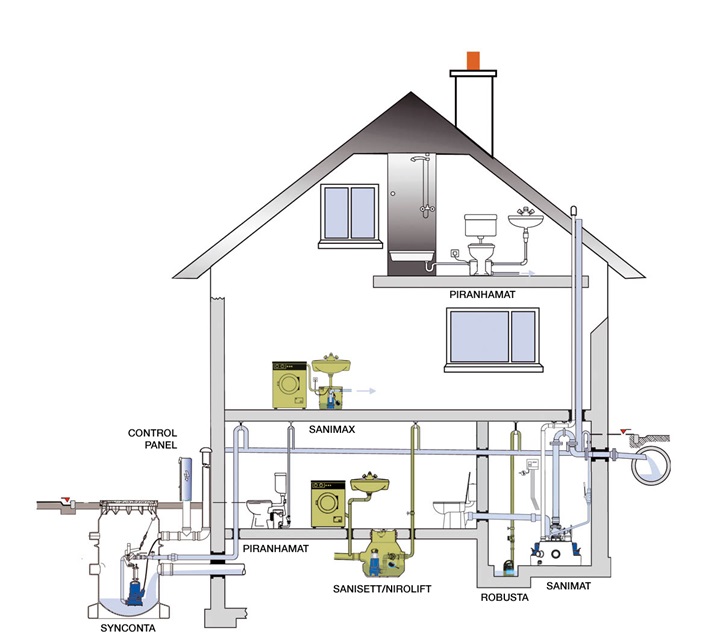 Eaux usées domestiques sans déchets de toilettesLes eaux usées domestiques sans déchets de toilettes incluent le drainage et les eaux usées grises.
Eaux usées domestiques sans déchets de toilettesLes eaux usées domestiques sans déchets de toilettes incluent le drainage et les eaux usées grises. -
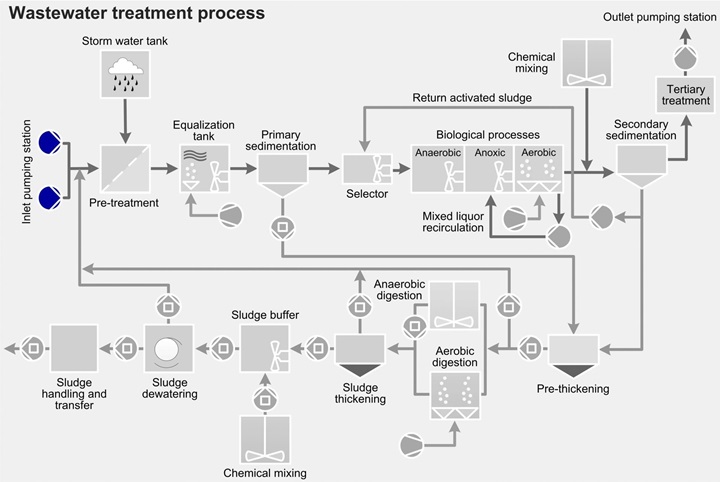
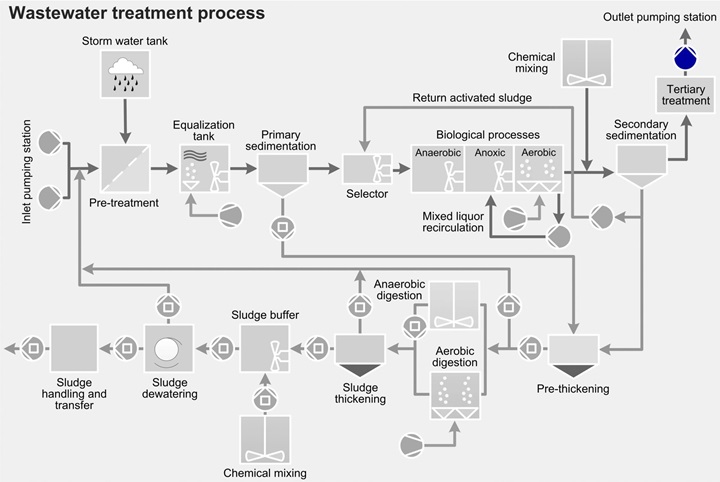
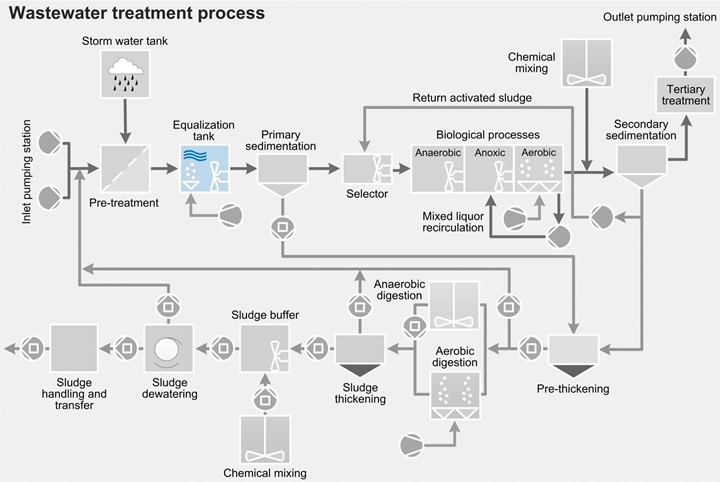 ÉgalisationLa tâche de mélange dans le processus d'égalisation vise à mélanger les eaux usées afin d'empêcher la sédimentation, la stratification et la production d'odeurs. Il peut également être nécessaire de mélanger et d'homogénéiser le ruissellement d'eaux usées qui provient de différentes sources. Du fait que le niveau d'eau dans les réservoirs d'égalisation varie considérablement et qu'il peut parfois être très bas, les agitateurs sont soumis à de fortes demandes.
ÉgalisationLa tâche de mélange dans le processus d'égalisation vise à mélanger les eaux usées afin d'empêcher la sédimentation, la stratification et la production d'odeurs. Il peut également être nécessaire de mélanger et d'homogénéiser le ruissellement d'eaux usées qui provient de différentes sources. Du fait que le niveau d'eau dans les réservoirs d'égalisation varie considérablement et qu'il peut parfois être très bas, les agitateurs sont soumis à de fortes demandes. -
Évacuation des déchets commerciaux de toilettesLes eaux usées commerciales provenant des toilettes comprennent toutes les eaux des égouts issues des toilettes des bâtiments commerciaux, industriels ou publics.
-
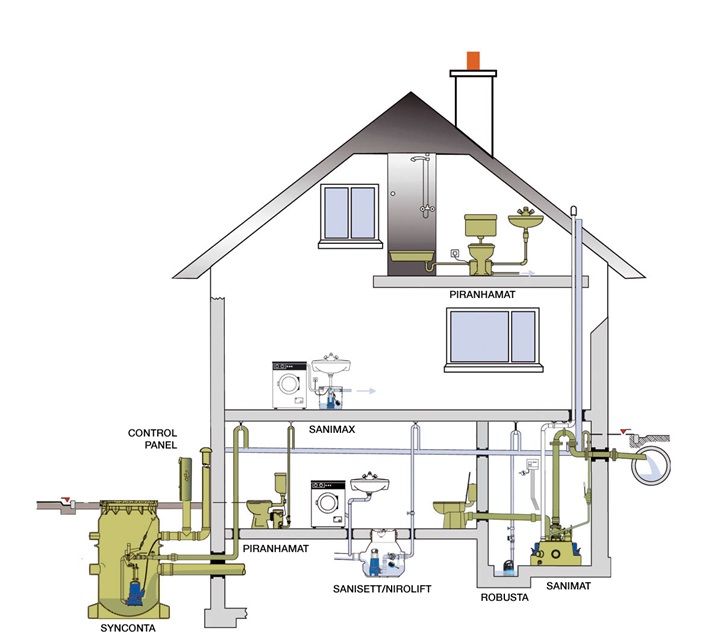 Évacuation des déchets domestiques provenant des toilettesLes eaux usées domestiques provenant des toilettes comprennent les eaux des égouts issues des toilettes ou des immeubles résidentiels.
Évacuation des déchets domestiques provenant des toilettesLes eaux usées domestiques provenant des toilettes comprennent les eaux des égouts issues des toilettes ou des immeubles résidentiels. -
 Ligne de fibre de pâte chimiqueSolutions reconnues de pompage, mélange et agitation pour vos procédés de cuisson, lavage, épuration, délignification à l'oxygène, blanchiment et stockage assurant la fiabilité du process, un haut rendement et des coûts d'exploitation réduits.
Ligne de fibre de pâte chimiqueSolutions reconnues de pompage, mélange et agitation pour vos procédés de cuisson, lavage, épuration, délignification à l'oxygène, blanchiment et stockage assurant la fiabilité du process, un haut rendement et des coûts d'exploitation réduits. -
 Ligne de pâte mécaniqueGamme de produits Sulzer idéalement conçus pour les applications exigeantes de pompage, agitation et mélange dans les procédés de raffinage, meulage, CTMP, épuration, gestion des rejets et blanchiment.
Ligne de pâte mécaniqueGamme de produits Sulzer idéalement conçus pour les applications exigeantes de pompage, agitation et mélange dans les procédés de raffinage, meulage, CTMP, épuration, gestion des rejets et blanchiment. -
 Lignes de fibres recycléesDes produits à haut rendement énergétique, avec de faibles coûts liés au cycle de vie et une empreinte écologique réduite pour vos procédés de pulpage, séparation et épuration, flottation, lavage et blanchiment.
Lignes de fibres recycléesDes produits à haut rendement énergétique, avec de faibles coûts liés au cycle de vie et une empreinte écologique réduite pour vos procédés de pulpage, séparation et épuration, flottation, lavage et blanchiment. -
 Machines presse pâteUne excellence hydraulique pour vos applications de circuit de tête, épuration, presse pâte, circuit de vide, circuits de cassés et d'eau blanche.
Machines presse pâteUne excellence hydraulique pour vos applications de circuit de tête, épuration, presse pâte, circuit de vide, circuits de cassés et d'eau blanche. -
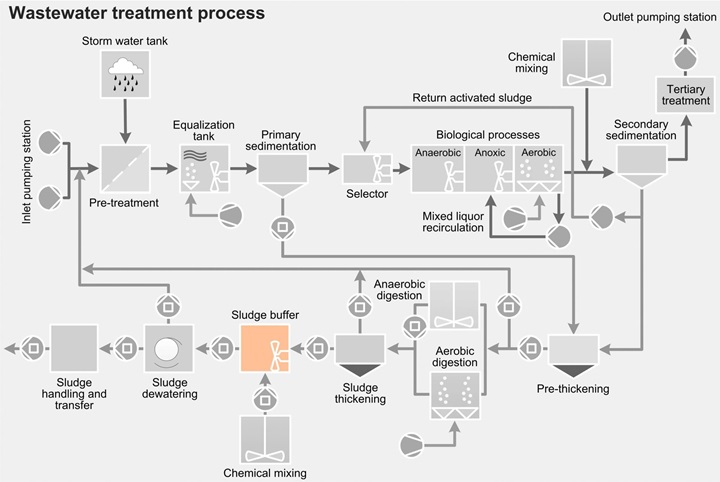
Mélange de produits chimiques – BouesIl est parfois nécessaire de mélanger des produits chimiques dans les boues activées avant qu'elles n'entrent dans le réservoir de sédimentation secondaire. Par exemple, des produits chimiques peuvent être utilisés pour effectuer l'élimination des éléments phosphoreux dans l'effluent issu du procédé biologique. De nombreuses stations utilisent des produits chimiques pour améliorer l'épaississement des boues juste avant le réservoir tampon de boues.
-
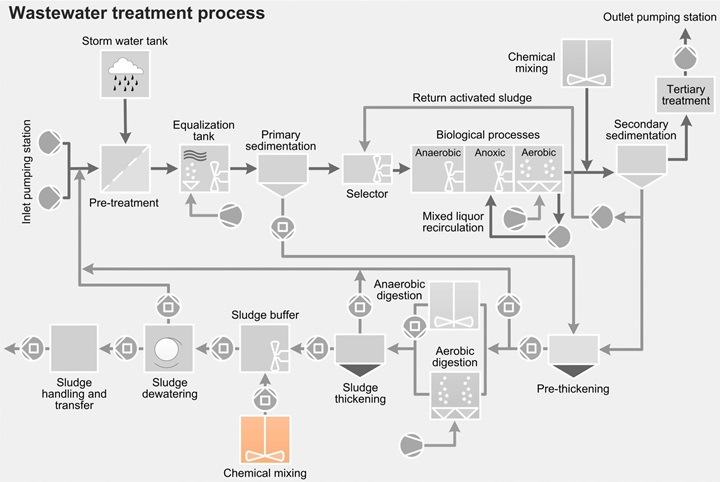 Mélange de produits chimiques – Eaux uséesDes produits chimiques doivent parfois être mélangés dans les boues activées avant qu'elles n'entrent dans le réservoir de sédimentation secondaire. À partir de ce moment, il est important d'atteindre une répartition homogène des produits chimiques. Des produits chimiques peuvent être ajoutés pour effectuer l'élimination chimique des éléments phosphoreux dans l'effluent issu du procédé biologique. Dans d'autres circonstances, des produits chimiques tels que des polyélectrolytes cationiques avec une masse moléculaire élevée peuvent être ajoutés pour améliorer la qualité et la capacité de décantation des flocs formés dans le processus de boues activées.
Mélange de produits chimiques – Eaux uséesDes produits chimiques doivent parfois être mélangés dans les boues activées avant qu'elles n'entrent dans le réservoir de sédimentation secondaire. À partir de ce moment, il est important d'atteindre une répartition homogène des produits chimiques. Des produits chimiques peuvent être ajoutés pour effectuer l'élimination chimique des éléments phosphoreux dans l'effluent issu du procédé biologique. Dans d'autres circonstances, des produits chimiques tels que des polyélectrolytes cationiques avec une masse moléculaire élevée peuvent être ajoutés pour améliorer la qualité et la capacité de décantation des flocs formés dans le processus de boues activées. -
 Parc à boisDes produits à haut rendement énergétique, avec de faibles coûts liés au cycle de vie et une empreinte écologique réduite pour vos processus d'écorçage, lavage, déchiquetage, tamisage et traitement du flux de déchets et d'écorces.
Parc à boisDes produits à haut rendement énergétique, avec de faibles coûts liés au cycle de vie et une empreinte écologique réduite pour vos processus d'écorçage, lavage, déchiquetage, tamisage et traitement du flux de déchets et d'écorces. -
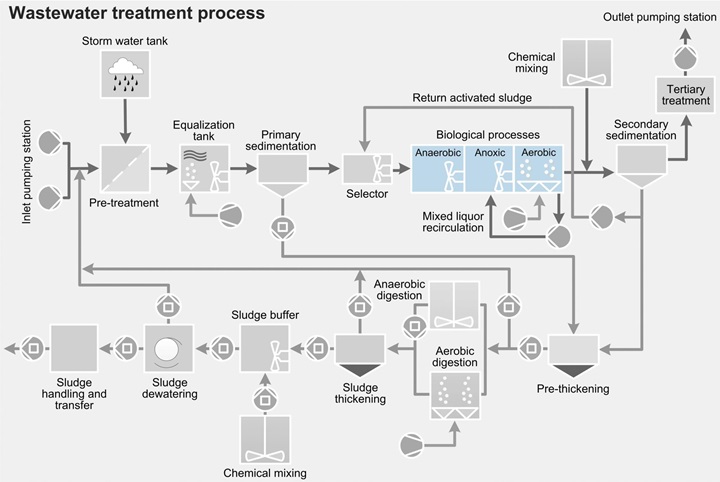 Procédé biologiqueL'objectif du procédé biologique est d'éliminer les substances organiques biodégradables via le métabolisme de microorganismes et des processus biochimiques associés.
Procédé biologiqueL'objectif du procédé biologique est d'éliminer les substances organiques biodégradables via le métabolisme de microorganismes et des processus biochimiques associés. -
 Produits chimiques pour pâte à papier et cartonConceptions spécifiques, éléments et matériaux sur mesure pour relever les applications de pompages les plus exigeantes, mélange et agitation les plus complexes dans la production et la préparation de produits chimiques, la production de tallöl et le traitement de la lignine.
Produits chimiques pour pâte à papier et cartonConceptions spécifiques, éléments et matériaux sur mesure pour relever les applications de pompages les plus exigeantes, mélange et agitation les plus complexes dans la production et la préparation de produits chimiques, la production de tallöl et le traitement de la lignine. -
 Récupération des produits chimiquesLa gamme étendue de produits Sulzer est conçue pour satisfaire les exigences les plus élevées de couverture hydraulique dans vos procédés d'évaporation, chaudière de récupération et préparation de liqueur blanche.
Récupération des produits chimiquesLa gamme étendue de produits Sulzer est conçue pour satisfaire les exigences les plus élevées de couverture hydraulique dans vos procédés d'évaporation, chaudière de récupération et préparation de liqueur blanche. -
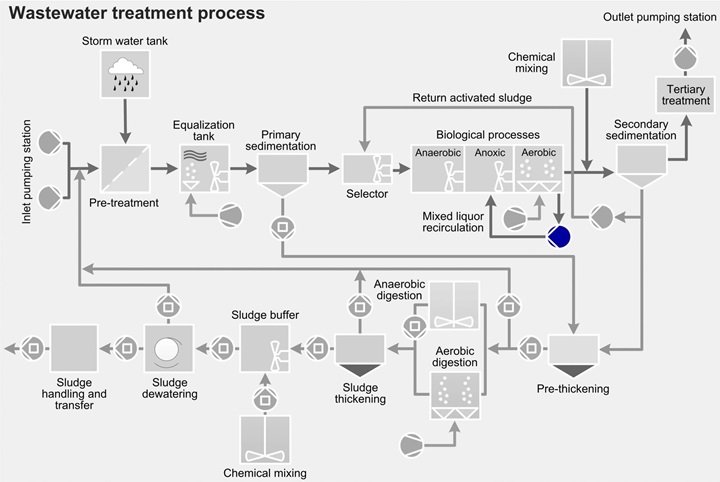 Recyclage de la liqueur mixteLorsque la dénitrification est suivie d'une étape de nitrification à séparation physique, les nitrates formés pendant la nitrification doivent être recyclés. Les nitrates sont repompés dans l'étape de dénitrification, où le processus anoxique décompose les molécules de nitrate en azote et oxygène. Cela permet de libérer l'azote dans l'air. Cette application est efficacement assurée par les pompes de recirculation submersibles type ABS XRCP et RCP, par la pompe en tube à roue semi-axiale type ABS AFLX et par la pompe submersible en tube type ABS VUPX.
Recyclage de la liqueur mixteLorsque la dénitrification est suivie d'une étape de nitrification à séparation physique, les nitrates formés pendant la nitrification doivent être recyclés. Les nitrates sont repompés dans l'étape de dénitrification, où le processus anoxique décompose les molécules de nitrate en azote et oxygène. Cela permet de libérer l'azote dans l'air. Cette application est efficacement assurée par les pompes de recirculation submersibles type ABS XRCP et RCP, par la pompe en tube à roue semi-axiale type ABS AFLX et par la pompe submersible en tube type ABS VUPX. -
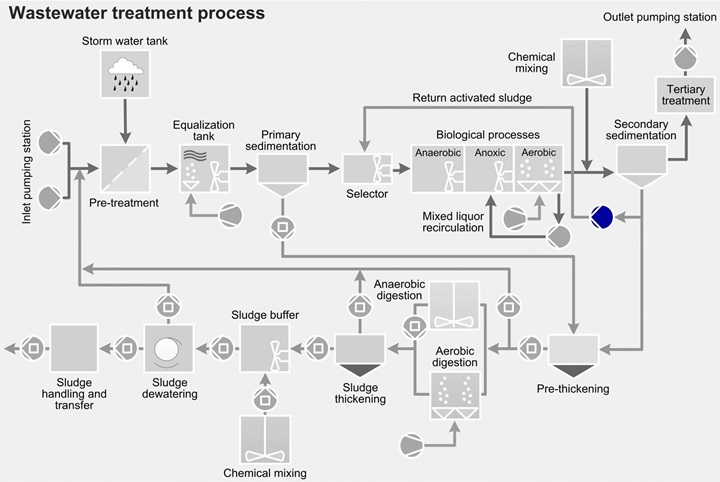 Retour des boues activéesDes stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée.
Retour des boues activéesDes stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée. -
 Revêtement et finitionUn large choix de pompes et agitateurs ultrafiables et ultraefficaces pour la manipulation de vos pigments et les processus de revêtement couleur.
Revêtement et finitionUn large choix de pompes et agitateurs ultrafiables et ultraefficaces pour la manipulation de vos pigments et les processus de revêtement couleur. -
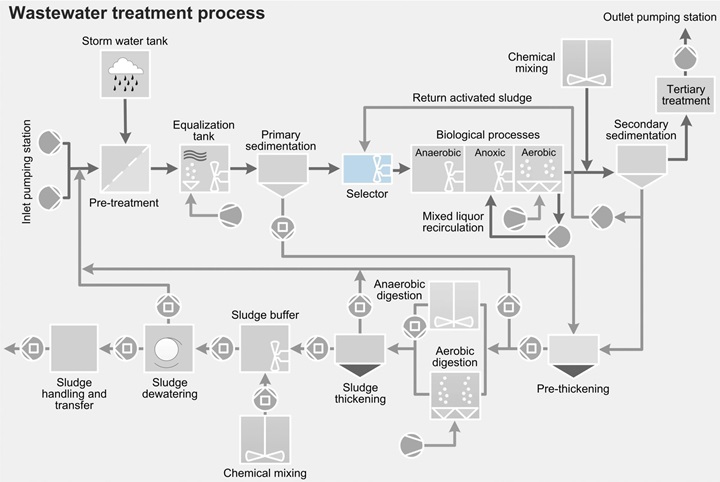 SélecteurLe rôle du réservoir sélecteur est de contrôler et de limiter la prolifération de bactéries filamenteuses, puis d'optimiser la capacité de sédimentation des boues. Sulzer propose un grand nombre de solutions pour créer des conditions optimales dans le sélecteur.
SélecteurLe rôle du réservoir sélecteur est de contrôler et de limiter la prolifération de bactéries filamenteuses, puis d'optimiser la capacité de sédimentation des boues. Sulzer propose un grand nombre de solutions pour créer des conditions optimales dans le sélecteur. -
 Station de pompage d'entréeLes stations de pompage d'entrée sont assez similaires aux grandes stations de pompage terminales. En fonction de la profondeur du système d'égouts entrant, les hauteurs de relevage peuvent aller de 2 à 30 mètres environ. Pour prévenir les charges de choc hydraulique, qui ont un impact négatif sur le processus biologique, les stations utilisent souvent des variateurs de vitesse et/ou plusieurs pompes en parallèle.
Station de pompage d'entréeLes stations de pompage d'entrée sont assez similaires aux grandes stations de pompage terminales. En fonction de la profondeur du système d'égouts entrant, les hauteurs de relevage peuvent aller de 2 à 30 mètres environ. Pour prévenir les charges de choc hydraulique, qui ont un impact négatif sur le processus biologique, les stations utilisent souvent des variateurs de vitesse et/ou plusieurs pompes en parallèle. -
 Stations de pompage de sortieDes stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée. Des stations de pompage de sortie peuvent également être nécessaires pour compenser les pertes de friction en hausse dans la canalisation sortante à hauts débits, par exemple dans les longues canalisations d'émissaires marins.
Stations de pompage de sortieDes stations de pompage de sortie sont requises lorsque le niveau de la station de traitement est inférieur à celui de l'eau de réception. Ceci est particulièrement vrai lors du refoulement dans une rivière, dont le niveau peut monter lors de précipitations abondantes ou de périodes d'inondations, ou bien dans la mer, où le niveau varie selon la marée. Des stations de pompage de sortie peuvent également être nécessaires pour compenser les pertes de friction en hausse dans la canalisation sortante à hauts débits, par exemple dans les longues canalisations d'émissaires marins. -
 Systèmes et machines papier et cartonLa gamme étendue de produits Sulzer est conçue pour satisfaire les exigences les plus élevées de couverture hydraulique et gérer tous types de liquides. Elle est donc idéale pour les opérations de mélange, d'agitation et de pompage délicates dans les processus de préparation, système d'approche PM, système à cassés, système d'eau blanche, système à vide, système de condensat et système de douche.
Systèmes et machines papier et cartonLa gamme étendue de produits Sulzer est conçue pour satisfaire les exigences les plus élevées de couverture hydraulique et gérer tous types de liquides. Elle est donc idéale pour les opérations de mélange, d'agitation et de pompage délicates dans les processus de préparation, système d'approche PM, système à cassés, système d'eau blanche, système à vide, système de condensat et système de douche. -
 Traitement des eaux et effluents industrielsSulzer a une connaissance approfondie du traitement des eaux usées et nous vous proposons, par le biais de notre grande gamme de produits, des solutions fiables à haut rendement énergétique pour vos procédés de collecte des eaux, neutralisation, floculation, sédimentation, refroidissement, aération, stockage des boues, digestion et assèchement.
Traitement des eaux et effluents industrielsSulzer a une connaissance approfondie du traitement des eaux usées et nous vous proposons, par le biais de notre grande gamme de produits, des solutions fiables à haut rendement énergétique pour vos procédés de collecte des eaux, neutralisation, floculation, sédimentation, refroidissement, aération, stockage des boues, digestion et assèchement. -
Traitement et transfert des bouesLes pompes, mélangeurs, broyeurs et agitateurs Sulzer sont utilisés pour conditionner, transférer, mélanger et traiter les boues. Notre gamme de pompes volumétriques à vis excentrée garantit un débit constant approprié avec une capacité d'aspiration permettant de traiter tous les types de boues non-newtoniennes et de processus de boues épaissies, généralement demandés au sein de la station de traitement des eaux usées. Les fonctionnalités de maintien en place garantissent un minimum d’arrêts du processus en raison de la modification des composants d’usure. Les broyeurs Muffin Monster™ protègent l’équipement en aval. Les boues conditionnées par les broyeurs ne boucheront pas les soupapes, les échangeurs thermiques, les digesteurs, les centrifugeuses et autres équipements sur la conduite de boues.
-
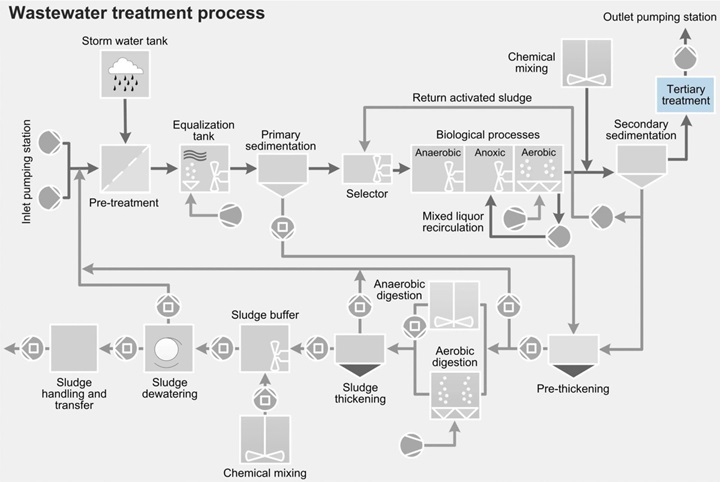 Traitement tertiaireLes eaux usées traitées peuvent occasionnellement nécessiter un traitement plus approfondi. Les règles locales relatives au refoulement peuvent imposer des limites strictes qui ne peuvent pas être respectées même par le processus le plus efficace, ou une plus grande qualité d'effluent peut être exigée pour sa réutilisation. Lorsqu'un traitement tertiaire est nécessaire, divers niveaux de filtration peuvent être appliqués, notamment la filtration très fine. Toutefois, une étape finale de mélange et d'aération est souvent suffisante pour atteindre l'objectif. Lorsque c'est le cas, les agitateurs submersibles type ABS XRW et RW de Sulzer, ainsi que l'aérateur submersible type ABS TA-TAK et le système de diffuseur à disque type ABS PIK, DS et Sucoflow peuvent être utilisés.
Traitement tertiaireLes eaux usées traitées peuvent occasionnellement nécessiter un traitement plus approfondi. Les règles locales relatives au refoulement peuvent imposer des limites strictes qui ne peuvent pas être respectées même par le processus le plus efficace, ou une plus grande qualité d'effluent peut être exigée pour sa réutilisation. Lorsqu'un traitement tertiaire est nécessaire, divers niveaux de filtration peuvent être appliqués, notamment la filtration très fine. Toutefois, une étape finale de mélange et d'aération est souvent suffisante pour atteindre l'objectif. Lorsque c'est le cas, les agitateurs submersibles type ABS XRW et RW de Sulzer, ainsi que l'aérateur submersible type ABS TA-TAK et le système de diffuseur à disque type ABS PIK, DS et Sucoflow peuvent être utilisés.
Liens associés
Produits et services
-
 Gamme de pompes process AHLSTAR ALes pompes centrifuges mono-étagées, horizontales AHLSTAR A sont utilisées dans les applications industrielles exigeantes afin d'assurer un process fiable, de rendement élevé et à faible coût.
Gamme de pompes process AHLSTAR ALes pompes centrifuges mono-étagées, horizontales AHLSTAR A sont utilisées dans les applications industrielles exigeantes afin d'assurer un process fiable, de rendement élevé et à faible coût.
-
 Gamme de pompes process AHLSTAR APTLes pompes centrifuges mono-étagées, horizontales AHLSTAR A sont utilisées dans les applications industrielles exigeantes afin d'assurer un process fiable, de rendement élevé et à faible coût.
Gamme de pompes process AHLSTAR APTLes pompes centrifuges mono-étagées, horizontales AHLSTAR A sont utilisées dans les applications industrielles exigeantes afin d'assurer un process fiable, de rendement élevé et à faible coût.
-
 Gamme de pompes process AHLSTAR NPP/TLes pompes centrifuges mono-étagées, horizontales et imbouchables AHLSTAR NPP/T sont conçues pour les applications industrielles de pompage de boues abrasives ou de liquides contenant des solides de grande taille
Gamme de pompes process AHLSTAR NPP/TLes pompes centrifuges mono-étagées, horizontales et imbouchables AHLSTAR NPP/T sont conçues pour les applications industrielles de pompage de boues abrasives ou de liquides contenant des solides de grande taille
-
 Gamme de pompes process AHLSTAR WPP/TLes pompes centrifuges mono-étagées, horizontales et résistantes à l'usure AHLSTAR WPP/T sont conçues pour les applications de pompage de produits abrasifs, tels que le lait de chaux et de la boue ainsi que les pigments des revêtements de protection.
Gamme de pompes process AHLSTAR WPP/TLes pompes centrifuges mono-étagées, horizontales et résistantes à l'usure AHLSTAR WPP/T sont conçues pour les applications de pompage de produits abrasifs, tels que le lait de chaux et de la boue ainsi que les pigments des revêtements de protection.
-
 Agitateurs, mélangeurs dynamiquesLa technologie de mélange et d'agitation Sulzer SALOMIX™ et Scaba offre une vaste gamme de produits pour les applications industrielles. Les agitateurs horizontaux et verticaux, les mélangeurs chimiques dynamiques et les produits de gestion de débits de tour et de cuve garantissent des procédés de mélange et d'agitation très efficaces.
Agitateurs, mélangeurs dynamiquesLa technologie de mélange et d'agitation Sulzer SALOMIX™ et Scaba offre une vaste gamme de produits pour les applications industrielles. Les agitateurs horizontaux et verticaux, les mélangeurs chimiques dynamiques et les produits de gestion de débits de tour et de cuve garantissent des procédés de mélange et d'agitation très efficaces.
-
 Pièces de rechange d'origine pour pompesLes pièces de rechange d'origine fabriquées en respectant les tolérances et les jeux adéquats permettent un ajustement parfait à tout moment. Notre engagement à nous améliorer sans cesse nous permet souvent de fournir des pièces avec des fonctionnalités améliorées, optimisant ainsi les performances et prolongeant la vie de l'équipement, tout en réduisant les coûts de maintenance.
Pièces de rechange d'origine pour pompesLes pièces de rechange d'origine fabriquées en respectant les tolérances et les jeux adéquats permettent un ajustement parfait à tout moment. Notre engagement à nous améliorer sans cesse nous permet souvent de fournir des pièces avec des fonctionnalités améliorées, optimisant ainsi les performances et prolongeant la vie de l'équipement, tout en réduisant les coûts de maintenance.
-
 Kits d'entretienLorsque votre équipement doit être réparé, vous ne devriez pas avoir à vous soucier de passer du temps à chercher les bonnes pièces - ou pire encore, de découvrir que certaines petites pièces pourtant capitales sont manquantes. Avec les kits d'entretien Sulzer, vous avez tout ce dont vous avez besoin dans un seul colis.
Kits d'entretienLorsque votre équipement doit être réparé, vous ne devriez pas avoir à vous soucier de passer du temps à chercher les bonnes pièces - ou pire encore, de découvrir que certaines petites pièces pourtant capitales sont manquantes. Avec les kits d'entretien Sulzer, vous avez tout ce dont vous avez besoin dans un seul colis.
-
 Garnitures mécaniques SulzerLes garnitures mécaniques Sulzer sont solides par conception et ont été éprouvées comme étant très fiables dans diverses applications de pompage.
Garnitures mécaniques SulzerLes garnitures mécaniques Sulzer sont solides par conception et ont été éprouvées comme étant très fiables dans diverses applications de pompage.
Industries
-
 Alimentation et boissons (EN)La production d'aliments et de boissons s'appuie sur nos solutions de pompage et de mélange. Nos pompes spéciales et nos agitateurs ont été développés pour la production du sucre, de l'amidon et des édulcorants. Le matériel de séparation est souvent utilisé dans l'industrie des boissons, et nos technologies de traitement prennent en charge la purification et la concentration.
Alimentation et boissons (EN)La production d'aliments et de boissons s'appuie sur nos solutions de pompage et de mélange. Nos pompes spéciales et nos agitateurs ont été développés pour la production du sucre, de l'amidon et des édulcorants. Le matériel de séparation est souvent utilisé dans l'industrie des boissons, et nos technologies de traitement prennent en charge la purification et la concentration.
-
 Exploitation minière et métauxGrâce à une longue expérience et à une connaissance approfondie des métaux et des applications en exploitations minières avec différentes matières premières, Sulzer est le fournisseur de pompes le plus fiable pour ces industries.
Exploitation minière et métauxGrâce à une longue expérience et à une connaissance approfondie des métaux et des applications en exploitations minières avec différentes matières premières, Sulzer est le fournisseur de pompes le plus fiable pour ces industries.
Appelez nos experts ou écrivez-leur pour trouver la meilleure solution pour vous.

