- Lange und zuverlässige Erfahrung in allen Industriebereichen
- Hervorragende Leistungsfähigkeit
- Geeignet für die meisten anspruchsvollen Industrieanwendungen
- Einzigartige, patentierte und überragende Bauweise gewährleistet minimale Betriebskosten
- Enge Standardisierung innerhalb des Scaba TreatX-Konzepts
- Schnelle und einfache Installation, sicherer Betrieb, einfache Wartung und Instandhaltung
Scaba vertikale Langwellenrührwerke
Mehr Leistung mit unseren oben montierten Rührwerken
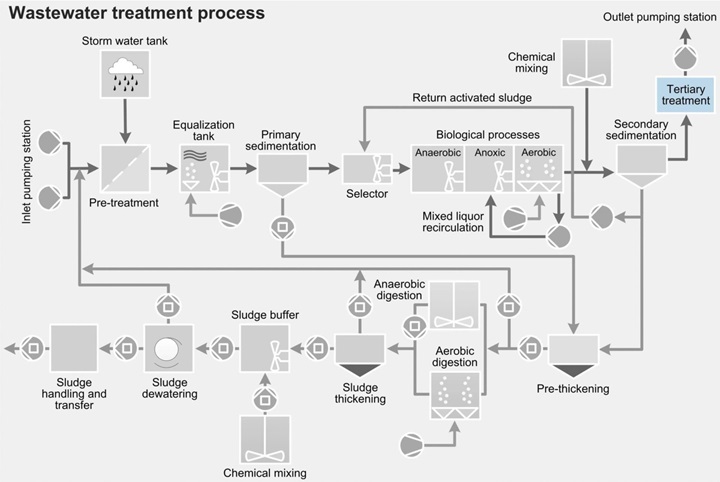
Vertikale Rührwerke Scaba werden für das Mischen und Rühren von Prozessflüssigkeiten in einer Vielzahl von Branchen eingesetzt, einschliesslich Abwasserbehandlung und industrielle Anwendungen. Sie gewährleisten ein homogenes Mischergebnis, hohe Prozesszuverlässigkeit, hohe Effizienz, geringe Betriebskosten und eine geringe Belastung der Umwelt. Das Scaba TreatX-Konzept bietet ein breites Spektrum an standardisierten Rührwerken, die für ausgewählte Anwendungen in der Wasser- und Abwasserbranche besonders gut geeignet sind.
- Mischen in Tanks
- Saubere und leicht kontaminierte Flüssigkeiten
- Zähe Flüssigkeiten
- Fasrige Schlämme
- Schlämme
- Flüssigkeiten mit Feststoffanteil
- Flüssigkeiten mit hohem Gasgehalt

Hauptmerkmale
- Vielseitige, zuverlässige, hocheffiziente Mischhydraulik und Materialoptionen
- Zuverlässiges Design für den Schwerlastbetrieb
- Modulare Bauweise für minimale Ersatzteil- und Lagerkosten
Kenndaten
| Temperatur | Bis zu 180 °C/355 °F |
| Propellerdurchmesser | 100 mm bis 6 m/4 bis 236 Zoll |
| Wellenlänge | Bis zu 30 m |
Dokumente
Broschüren
Fallstudien
Datenblätter
Fallstudien
-
 FallstudienÜberall dort, wo Flüssigkeiten gepumpt, gemischt, kontrolliert oder aufgetragen werden, sind wir da. Sehen Sie, wie unsere Lösungen Mehrwert für unsere Kunden schaffen und erfahren Sie, wie wir Ihre Pump- und Mischprozesse effizienter und profitabler gestalten können.
FallstudienÜberall dort, wo Flüssigkeiten gepumpt, gemischt, kontrolliert oder aufgetragen werden, sind wir da. Sehen Sie, wie unsere Lösungen Mehrwert für unsere Kunden schaffen und erfahren Sie, wie wir Ihre Pump- und Mischprozesse effizienter und profitabler gestalten können.
Anwendungen
-
 AltpapieraufbereitungslinieEnergieeffiziente Produkte mit geringen Lebenszykluskosten und einem reduzierten umwelttechnischen Fussabdruck für Ihre Zellstoffherstellungs-, Sortierungs- und Reinigungs-, Flotations-, Wasch- und Bleichprozesse.
AltpapieraufbereitungslinieEnergieeffiziente Produkte mit geringen Lebenszykluskosten und einem reduzierten umwelttechnischen Fussabdruck für Ihre Zellstoffherstellungs-, Sortierungs- und Reinigungs-, Flotations-, Wasch- und Bleichprozesse. -
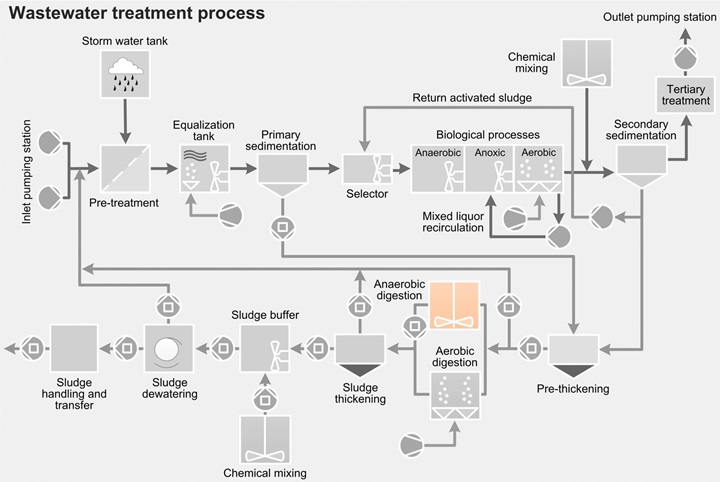 Anaerobe FaulungFür die anaerobe Faulung ist ein Temperaturausgleich und die richtige Homogenisierung der Biomasse erforderlich, um eine hohe Gasproduktion zu erreichen und eine Sedimentation organischer Stoffe zu verhindern. Schwimmende Krusten müssen zersetzt werden und gegebenenfalls Maßnahmen zur Verhinderung von Schaumbildung getroffen werden. Sulzer kann wirtschaftliche und zuverlässige Scaba Rührwerke mit hocheffizienten Propellern für Faultürme liefern. Mithilfe von Muffin Monster™ Zerkleinerern, die vor den anaeroben Faultürmen installiert werden, lässt sich der Schlamm bereits vor der Faulung aufbereiten, die Homogenisierung der Biomasse verbessern und die nachgelagerte Ausrüstung schützen.
Anaerobe FaulungFür die anaerobe Faulung ist ein Temperaturausgleich und die richtige Homogenisierung der Biomasse erforderlich, um eine hohe Gasproduktion zu erreichen und eine Sedimentation organischer Stoffe zu verhindern. Schwimmende Krusten müssen zersetzt werden und gegebenenfalls Maßnahmen zur Verhinderung von Schaumbildung getroffen werden. Sulzer kann wirtschaftliche und zuverlässige Scaba Rührwerke mit hocheffizienten Propellern für Faultürme liefern. Mithilfe von Muffin Monster™ Zerkleinerern, die vor den anaeroben Faultürmen installiert werden, lässt sich der Schlamm bereits vor der Faulung aufbereiten, die Homogenisierung der Biomasse verbessern und die nachgelagerte Ausrüstung schützen. -
 Behandlung von kommunalem ReinwasserBei der Planung neuer Kläranlagen oder der Modernisierung vorhandener Anlagen sind die Betriebskosten genauso wichtig wie die Investitionskosten. Sulzers innovative Pumpen, Rührwerke und Turboverdichter kombinieren zuverlässige Betriebsleistung mit hoher Energieeffizienz.
Behandlung von kommunalem ReinwasserBei der Planung neuer Kläranlagen oder der Modernisierung vorhandener Anlagen sind die Betriebskosten genauso wichtig wie die Investitionskosten. Sulzers innovative Pumpen, Rührwerke und Turboverdichter kombinieren zuverlässige Betriebsleistung mit hoher Energieeffizienz. -
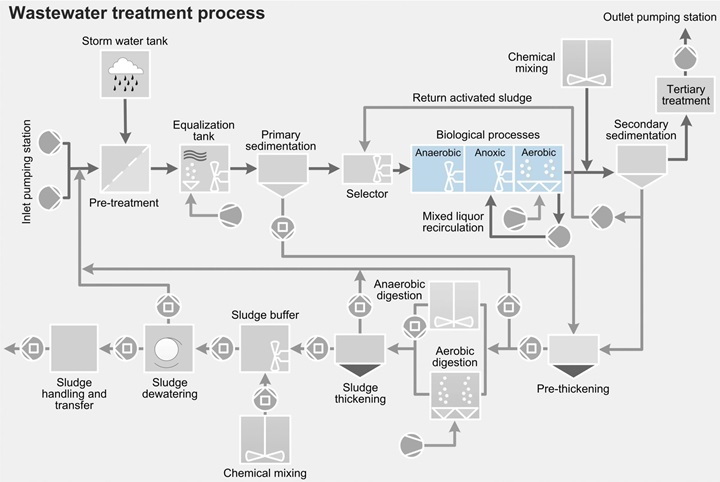 BelebtschlammprozessDas Ziel des biologischen Prozesses ist die Entfernung organischer, biologisch abbaubarer Substanzen über den Stoffwechsel der Mikroorganismen und verwandte biochemische Prozesse.
BelebtschlammprozessDas Ziel des biologischen Prozesses ist die Entfernung organischer, biologisch abbaubarer Substanzen über den Stoffwechsel der Mikroorganismen und verwandte biochemische Prozesse. -
 BergbauOb über oder unter Tage, die Bedingungen im Bergbau sind extrem. Zusätzlich zu Schmutz, Schlamm, Steinen und Fels müssen grosse Mengen Wasser entfernt werden, damit die Produktion weiter laufen kann. Unsere Entwässerungspumpen sind robust und einsatzbereit, für die härtesten Bedingungen der Entwässerung und Schlammentfernung.
BergbauOb über oder unter Tage, die Bedingungen im Bergbau sind extrem. Zusätzlich zu Schmutz, Schlamm, Steinen und Fels müssen grosse Mengen Wasser entfernt werden, damit die Produktion weiter laufen kann. Unsere Entwässerungspumpen sind robust und einsatzbereit, für die härtesten Bedingungen der Entwässerung und Schlammentfernung. -
 Beschichtung und FertigbearbeitungEine umfangreiche Auswahl hochgradig effizienter und zuverlässiger Pumpen und Rührwerke für Ihre Pigmentbehandlung und Farbbeschichtungsverfahren.
Beschichtung und FertigbearbeitungEine umfangreiche Auswahl hochgradig effizienter und zuverlässiger Pumpen und Rührwerke für Ihre Pigmentbehandlung und Farbbeschichtungsverfahren. -
 ChemikalienPerfekter Zuschnitt von Bauform und Materialauswahl zum Erfüllen der anspruchsvollsten Pump-, Misch- und Rühraufgaben in der Produktion und Aufbereitung von Chemikalien, Tallölproduktion und Lignin-Verarbeitung.
ChemikalienPerfekter Zuschnitt von Bauform und Materialauswahl zum Erfüllen der anspruchsvollsten Pump-, Misch- und Rühraufgaben in der Produktion und Aufbereitung von Chemikalien, Tallölproduktion und Lignin-Verarbeitung. -
 ChemikalienrückgewinnungSulzers umfangreiches Produktportfolio ist darauf ausgerichtet, die anspruchsvollsten hydraulischen Anforderungen Ihrer Verdampfungs-, Rückgewinnungs-, und Weisslaugenansatzprozesse zu erfüllen.
ChemikalienrückgewinnungSulzers umfangreiches Produktportfolio ist darauf ausgerichtet, die anspruchsvollsten hydraulischen Anforderungen Ihrer Verdampfungs-, Rückgewinnungs-, und Weisslaugenansatzprozesse zu erfüllen. -
 Chemische ZellstofffaserlinieBewährte Pump-, Misch- und Rührlösungen für Ihre Kocher-, Wäscher-, Sortierer-, Sauerstoffdelignifizierungs-, Bleich- und Speicherverfahren zur Gewährleistung der Prozesszuverlässigkeit, eines hohen Wirkungsgrads und niedriger Betriebskosten.
Chemische ZellstofffaserlinieBewährte Pump-, Misch- und Rührlösungen für Ihre Kocher-, Wäscher-, Sortierer-, Sauerstoffdelignifizierungs-, Bleich- und Speicherverfahren zur Gewährleistung der Prozesszuverlässigkeit, eines hohen Wirkungsgrads und niedriger Betriebskosten. -
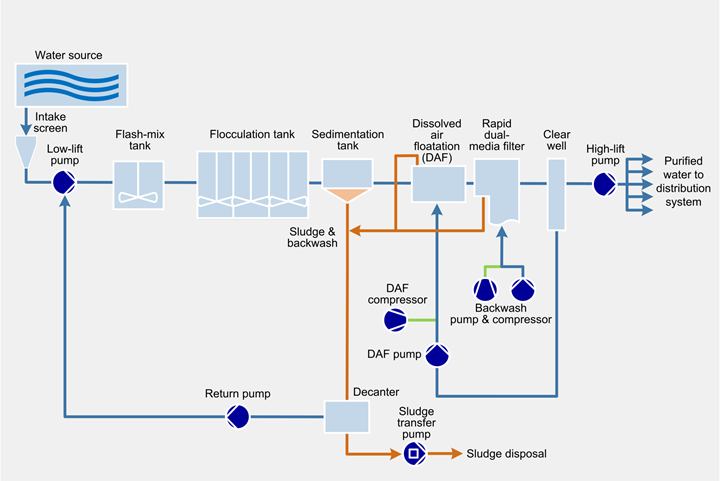
 Dritte ReinigungsstufeGelegentlich muss gereinigtes Abwasser einer weiteren Behandlung unterzogen werden. Die strikten Grenzwerte der lokalen Entsorgungsvorschriften lassen sich möglicherweise nicht einmal mit dem effektivsten Prozess erreichen oder aber die Abwasserqualität muss für die Wiederverwertung höher sein. Falls eine dritte Reinigungsstufe notwendig werden sollte, können verschiedene Filtrationsstufen angewendet werden, einschliesslich der Feinfiltration. Häufig ist ein abschliessender Misch- und Belüftungsschritt jedoch ausreichend, um das angestrebte Ziel zu erreichen. In diesem Fall können die Sulzer-Tauchmotorrührwerke Typ ABS XRW und RW gemeinsam mit dem Tauchbelüfter Typ ABS TA/TAK und den Tellerbelüftungssystemen Typ ABS PIK, DS oder Sucoflow eingesetzt werden.
Dritte ReinigungsstufeGelegentlich muss gereinigtes Abwasser einer weiteren Behandlung unterzogen werden. Die strikten Grenzwerte der lokalen Entsorgungsvorschriften lassen sich möglicherweise nicht einmal mit dem effektivsten Prozess erreichen oder aber die Abwasserqualität muss für die Wiederverwertung höher sein. Falls eine dritte Reinigungsstufe notwendig werden sollte, können verschiedene Filtrationsstufen angewendet werden, einschliesslich der Feinfiltration. Häufig ist ein abschliessender Misch- und Belüftungsschritt jedoch ausreichend, um das angestrebte Ziel zu erreichen. In diesem Fall können die Sulzer-Tauchmotorrührwerke Typ ABS XRW und RW gemeinsam mit dem Tauchbelüfter Typ ABS TA/TAK und den Tellerbelüftungssystemen Typ ABS PIK, DS oder Sucoflow eingesetzt werden. -
 HolzlagerEnergieeffiziente Produkte mit geringen Lebenszykluskosten und einem reduzierten umwelttechnischen Fussabdruck für Ihre Entrindungs-, Wasch-, Zerspanungs-, Sortierungs- und Abfallstrombehandlungsverfahren.
HolzlagerEnergieeffiziente Produkte mit geringen Lebenszykluskosten und einem reduzierten umwelttechnischen Fussabdruck für Ihre Entrindungs-, Wasch-, Zerspanungs-, Sortierungs- und Abfallstrombehandlungsverfahren. -
 Industrielle Wasser- und AbwasseraufbereitungSulzer verfügt über ein tiefgreifendes Know-how in der Abwasseraufbereitung, und dank unseres umfangreichen Produktportfolios können wir jetzt energieeffiziente und zuverlässige Lösungen für Ihre Wassergewinnungs-, Neutralisierungs-, Flockungs-, Sedimentations-, Kühlungs-, Belüftungs-, Schlammlagerungs-, Faulungs- und Entwässerungsverfahren anbieten.
Industrielle Wasser- und AbwasseraufbereitungSulzer verfügt über ein tiefgreifendes Know-how in der Abwasseraufbereitung, und dank unseres umfangreichen Produktportfolios können wir jetzt energieeffiziente und zuverlässige Lösungen für Ihre Wassergewinnungs-, Neutralisierungs-, Flockungs-, Sedimentations-, Kühlungs-, Belüftungs-, Schlammlagerungs-, Faulungs- und Entwässerungsverfahren anbieten. -
 KraftwerkeSulzers umfangreiches Produktportfolio zur Maximierung der Leistung und Betriebssicherheit Ihres Kraftwerks für festen organischen Biomasse-Kraftstoff, Biomasse-Kraftwerks für feste Kraftstoffe aus kommunalen und industriellen Abfällen oder biomassebefeuerten Kraftwerks für flüssige oder gasförmige organische Kraftstoffe.
KraftwerkeSulzers umfangreiches Produktportfolio zur Maximierung der Leistung und Betriebssicherheit Ihres Kraftwerks für festen organischen Biomasse-Kraftstoff, Biomasse-Kraftwerks für feste Kraftstoffe aus kommunalen und industriellen Abfällen oder biomassebefeuerten Kraftwerks für flüssige oder gasförmige organische Kraftstoffe. -
 Mechanische ZellstofflinieSulzers optimales Produktportfolio für anpruchsvolles Pumpen, Rühren und Mischen beim Mahlen, Schleifen, CTMP, Sortierung, bei der Ausschussbehandlung und beim Bleichen.
Mechanische ZellstofflinieSulzers optimales Produktportfolio für anpruchsvolles Pumpen, Rühren und Mischen beim Mahlen, Schleifen, CTMP, Sortierung, bei der Ausschussbehandlung und beim Bleichen. -
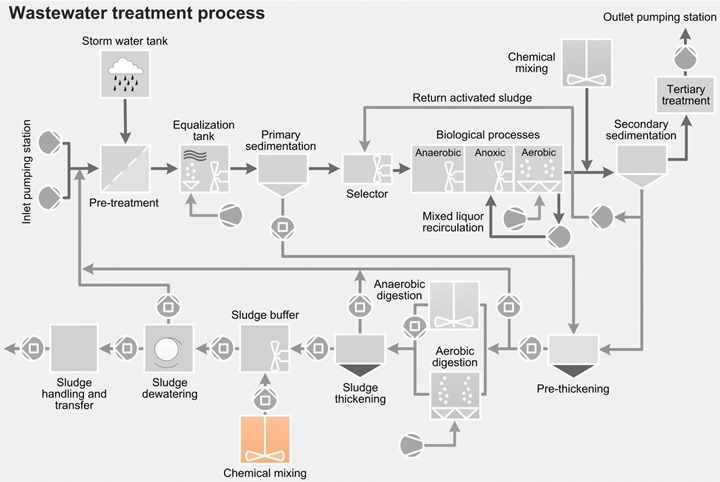 Mischen von Chemikalien – AbwasserGelegentlich müssen Chemikalien in den Belebtschlamm gemischt werden, bevor dieser in das zweite Absetzbecken eintritt. In einem solchen Fall ist die gleichmässige Verteilung der Chemikalien wichtig. Chemikalien können zugegeben werden, um die Phosphoremissionen im Abwasser aus dem Belebtschlammprozess über chemische Prozesse zu entfernen. Unter anderen Umständen können Chemikalien, wie z.B. kationische Polyelektrolyte, mit einem hohen Molekulargewicht zugegeben werden, um die Qualität und Absetzfähigkeit der Flocken zu verbessern, die sich während des Belebtschlammprozesses gebildet haben.
Mischen von Chemikalien – AbwasserGelegentlich müssen Chemikalien in den Belebtschlamm gemischt werden, bevor dieser in das zweite Absetzbecken eintritt. In einem solchen Fall ist die gleichmässige Verteilung der Chemikalien wichtig. Chemikalien können zugegeben werden, um die Phosphoremissionen im Abwasser aus dem Belebtschlammprozess über chemische Prozesse zu entfernen. Unter anderen Umständen können Chemikalien, wie z.B. kationische Polyelektrolyte, mit einem hohen Molekulargewicht zugegeben werden, um die Qualität und Absetzfähigkeit der Flocken zu verbessern, die sich während des Belebtschlammprozesses gebildet haben. -
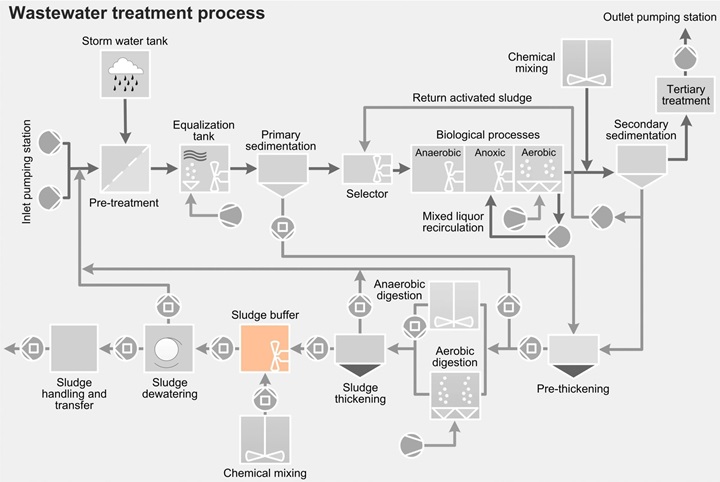 Mischen von Chemikalien – SchlammGelegentlich müssen Chemikalien in den Belebtschlamm gemischt werden, bevor dieser im Nachklärbecken eintritt. Chemikalien können beispielsweise zugegeben werden, um die Phosphoremissionen im Abwasser aus dem Belebtschlammprozess über chemische Prozesse zu entfernen. In vielen Anlagen werden Chemikalien eingesetzt, um die Eindickung des Schlamms direkt vor dem Schlammpufferbecken zu verbessern.
Mischen von Chemikalien – SchlammGelegentlich müssen Chemikalien in den Belebtschlamm gemischt werden, bevor dieser im Nachklärbecken eintritt. Chemikalien können beispielsweise zugegeben werden, um die Phosphoremissionen im Abwasser aus dem Belebtschlammprozess über chemische Prozesse zu entfernen. In vielen Anlagen werden Chemikalien eingesetzt, um die Eindickung des Schlamms direkt vor dem Schlammpufferbecken zu verbessern. -
 Papier-und-Karton-Maschinen und -SystemeSulzers umfangreiches Produktportfolio ist darauf ausgerichtet, die anspruchsvollsten hydraulischen Anforderungen zu erfüllen und für alle Flüssigkeiten geeignet; es eignet sich daher optimal für anspruchsvolles Pumpen, Rühren und Mischverfahren bei der Stoffaufbereitung sowie für PM-Zustellsysteme, Ausschusssysteme, Siebwassersysteme, Vakuumsysteme, Kondensatsysteme und Spritzwassersysteme.
Papier-und-Karton-Maschinen und -SystemeSulzers umfangreiches Produktportfolio ist darauf ausgerichtet, die anspruchsvollsten hydraulischen Anforderungen zu erfüllen und für alle Flüssigkeiten geeignet; es eignet sich daher optimal für anspruchsvolles Pumpen, Rühren und Mischverfahren bei der Stoffaufbereitung sowie für PM-Zustellsysteme, Ausschusssysteme, Siebwassersysteme, Vakuumsysteme, Kondensatsysteme und Spritzwassersysteme. -
SchlammpufferbeckenDas Schlammpufferbecken lässt sich vielfältig einsetzen. Die häufigste Anwendung ist das Mischen und die Homogenisierung von hochbelastetem Primär-, Sekundär- oder Faulschlamm. Die Lösung, die für das Mischen des Schlamms selbst oder das Mischen des Schlamms mit einer dosierten Chemikalie zur Eindickung verwendet wird, ist abhängig von der Bauweise und dem Volumen des Schlammpufferbeckens. Die Tauchmotorrührwerke Typ ABS XRW und RW sowie das Scaba Rührwerk können für hocheffiziente Mischvorgänge eingesetzt werden. Exzenterschnecken- und Verdrängungspumpen werden gemeinsam mit Muffin Monster™ Zerkleinerern zur Zerkleinerung von Feststoffen und für die Schlammförderung von der Schlammeinspeisung bis zum Schlammentwässerungsprozess verwendet.
-
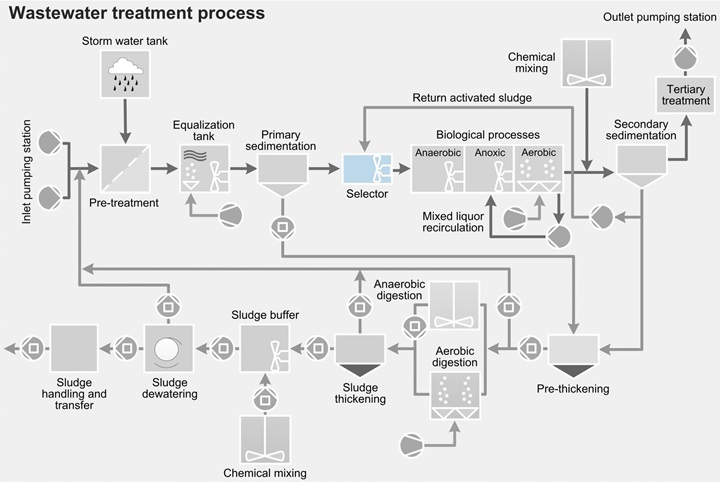 SelektorDer Zweck des Selektors ist die Steuerung und Begrenzung des Wachstums von Fadenbakterien sowie die darauffolgende Verbesserung der Sedimentationsfähigkeit des Schlamms. Sulzer bietet viele Lösungsmöglichkeiten für die Erzeugung optimaler Bedingungen im Selektor.
SelektorDer Zweck des Selektors ist die Steuerung und Begrenzung des Wachstums von Fadenbakterien sowie die darauffolgende Verbesserung der Sedimentationsfähigkeit des Schlamms. Sulzer bietet viele Lösungsmöglichkeiten für die Erzeugung optimaler Bedingungen im Selektor. -
 WasserversorgungBewältigen der aktuellen Herausforderungen und Erfüllen der hohen Anforderungen beim Wassereinlauf, der Sedimentation, Feinsortierung und der Wasserverteilung.
WasserversorgungBewältigen der aktuellen Herausforderungen und Erfüllen der hohen Anforderungen beim Wassereinlauf, der Sedimentation, Feinsortierung und der Wasserverteilung. -
 ZellstofftrocknerErhöhte hydraulische Exzellenz für Ihre Zustell-, Reinigungs-, Trocknungsmaschinen-, Vakuum-, Ausschuss- und Siebwasserverfahren.
ZellstofftrocknerErhöhte hydraulische Exzellenz für Ihre Zustell-, Reinigungs-, Trocknungsmaschinen-, Vakuum-, Ausschuss- und Siebwasserverfahren.
Weiterführende Links
Produkte und Services
-
 SALOMIX™ L vertikale LangwellenrührwerkeSALOMIX™ L vertikale Langwellenrührwerke werden für das Mischen und Rühren von Prozessflüssigkeiten in anspruchsvollen industriellen Anwendungen eingesetzt.
SALOMIX™ L vertikale LangwellenrührwerkeSALOMIX™ L vertikale Langwellenrührwerke werden für das Mischen und Rühren von Prozessflüssigkeiten in anspruchsvollen industriellen Anwendungen eingesetzt.
-
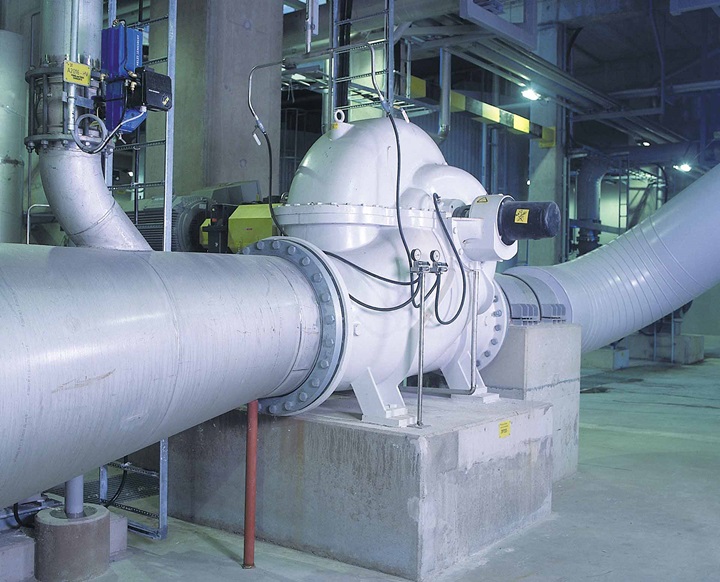
 PumpenAls einer der führenden Hersteller von Pumpen bietet Sulzer eine breite Palette an Produkten für kundenspezifische, konfigurierte und standardisierte Pumplösungen sowie die nötigen Hilfsausrüstungen. Unser Name steht für hochmoderne Produkte sowie leistungsfähige, zuverlässige und effiziente Lösungen.
PumpenAls einer der führenden Hersteller von Pumpen bietet Sulzer eine breite Palette an Produkten für kundenspezifische, konfigurierte und standardisierte Pumplösungen sowie die nötigen Hilfsausrüstungen. Unser Name steht für hochmoderne Produkte sowie leistungsfähige, zuverlässige und effiziente Lösungen.
-
 Service für Mischer und RührwerkeSulzer ist nicht nur der Experte mit über 140 Jahren Erfahrung, wenn es darum geht, ihre Ausrüstung zu liefern, sondern auch, was den über ihre Lebensdauer benötigten Service betrifft. Wir sorgen mit Wartung und Reparaturen vor Ort bei Bedarf dafür, dass die Ausrüstung Ihrer Rührwerke rund läuft.
Service für Mischer und RührwerkeSulzer ist nicht nur der Experte mit über 140 Jahren Erfahrung, wenn es darum geht, ihre Ausrüstung zu liefern, sondern auch, was den über ihre Lebensdauer benötigten Service betrifft. Wir sorgen mit Wartung und Reparaturen vor Ort bei Bedarf dafür, dass die Ausrüstung Ihrer Rührwerke rund läuft.
-
 ServicekitsWenn Ihre Ausrüstung repariert werden muss, sollten Sie nicht noch zusätzliche wertvolle Zeit damit verschwenden, nach den richtigen Teilen zu suchen, oder noch schlimmer, herausfinden, dass einige kleine aber unerlässliche Teile fehlen. Mit den Sulzer Service-Kits erhalten Sie alles, was Sie benötigen, in einem Paket.
ServicekitsWenn Ihre Ausrüstung repariert werden muss, sollten Sie nicht noch zusätzliche wertvolle Zeit damit verschwenden, nach den richtigen Teilen zu suchen, oder noch schlimmer, herausfinden, dass einige kleine aber unerlässliche Teile fehlen. Mit den Sulzer Service-Kits erhalten Sie alles, was Sie benötigen, in einem Paket.
-
 Original-Ersatzteile für PumpenOriginal-Ersatzteile, auf korrekte Toleranz- und Passungsmasse gefertigt, passen auf Anhieb, jedes Mal! Wir streben danach, uns kontinuierlich zu verbessern. Das ermöglicht es uns, Teile mit verbesserten Eigenschaften zu liefern. Die Leistungsfähigkeit und die Lebensdauer der Anlage werden gesteigert, während die Wartungskosten gesenkt werden.
Original-Ersatzteile für PumpenOriginal-Ersatzteile, auf korrekte Toleranz- und Passungsmasse gefertigt, passen auf Anhieb, jedes Mal! Wir streben danach, uns kontinuierlich zu verbessern. Das ermöglicht es uns, Teile mit verbesserten Eigenschaften zu liefern. Die Leistungsfähigkeit und die Lebensdauer der Anlage werden gesteigert, während die Wartungskosten gesenkt werden.
-
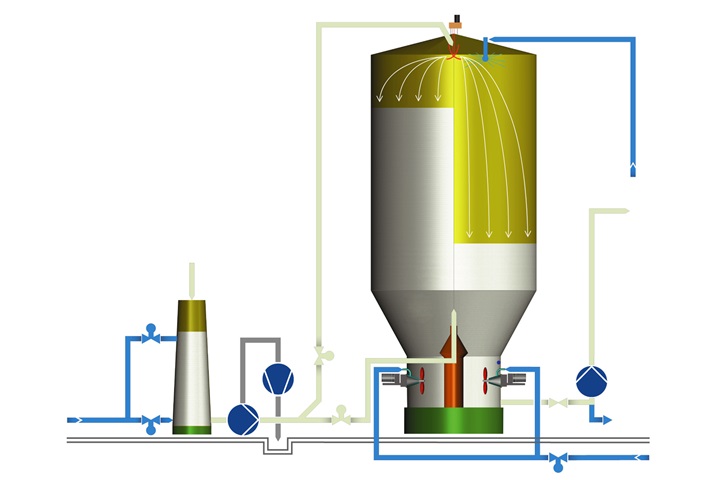 Stapelturm-Management-SystemeDie SALOMIX-Stapelturm-Managementtechnologie bietet eine breite Palette an Systemen für industrielle Stapelturmanwendungen. SALOMIX TES, SALOMIX GLI und SALOMIX VULCA-Systeme unterstützen das Management von anspruchsvollen Stapelturmprozessen.
Stapelturm-Management-SystemeDie SALOMIX-Stapelturm-Managementtechnologie bietet eine breite Palette an Systemen für industrielle Stapelturmanwendungen. SALOMIX TES, SALOMIX GLI und SALOMIX VULCA-Systeme unterstützen das Management von anspruchsvollen Stapelturmprozessen.
-
 Industrielle AbwasserbehandlungWir bieten ein umfassendes Spektrum an ebenso energieeffizienten wie zuverlässigen Pumpen-, Mischer- und Belüfterlösungen für alle industriellen Wasseraufbereitungsverfahren.
Industrielle AbwasserbehandlungWir bieten ein umfassendes Spektrum an ebenso energieeffizienten wie zuverlässigen Pumpen-, Mischer- und Belüfterlösungen für alle industriellen Wasseraufbereitungsverfahren.
Industrien
-
 Lebensmittel und Getränke (EN)Produzenten von Nahrungsmitteln und Getränken verlassen sich auf unsere Pump- und Mischlösungen. Wir haben spezielle Pumpen und Rührwerke für die Herstellung von Zucker, Stärke und Süssstoffen entwickelt. Unsere Trenntechnologie kommt bei der Herstellung von Getränken zum Einsatz und unsere Prozesstechnologien unterstützen die Reinigungs- und Konzentrationsverfahren.
Lebensmittel und Getränke (EN)Produzenten von Nahrungsmitteln und Getränken verlassen sich auf unsere Pump- und Mischlösungen. Wir haben spezielle Pumpen und Rührwerke für die Herstellung von Zucker, Stärke und Süssstoffen entwickelt. Unsere Trenntechnologie kommt bei der Herstellung von Getränken zum Einsatz und unsere Prozesstechnologien unterstützen die Reinigungs- und Konzentrationsverfahren.
-
 Bergbau und MetalleZeit ist Geld, auch im Bergbau. Unerwünschte Wasservorkommen auf Baustellen können den Betreiber teuer zu stehen kommen. Sulzer hat die Lösung und bietet ein vollständiges Pumpenprogramm für die professionelle Entwässerung.
Bergbau und MetalleZeit ist Geld, auch im Bergbau. Unerwünschte Wasservorkommen auf Baustellen können den Betreiber teuer zu stehen kommen. Sulzer hat die Lösung und bietet ein vollständiges Pumpenprogramm für die professionelle Entwässerung.
-
 Öl, Gas und Chemikalien (EN)Hochleistungspumpen von Sulzer sind die führenden Lösungen für die Produktion, Verarbeitung und den Transport von Kohlenwasserstoffen und CO2. Unsere Technologien ermöglichen effiziente Trennverfahren für Flüssigkeiten und Gas. Wir bieten zuverlässigen Service für Kompressoren, Turbinen, Motoren und Generatoren über unser globales Aftermarket-Netzwerk.
Öl, Gas und Chemikalien (EN)Hochleistungspumpen von Sulzer sind die führenden Lösungen für die Produktion, Verarbeitung und den Transport von Kohlenwasserstoffen und CO2. Unsere Technologien ermöglichen effiziente Trennverfahren für Flüssigkeiten und Gas. Wir bieten zuverlässigen Service für Kompressoren, Turbinen, Motoren und Generatoren über unser globales Aftermarket-Netzwerk.
Wenden Sie sich an unser Fachpersonal, um Ihre optimale Lösung zu finden.